制药精馏过程的数字化智能管控系统
本文针对制药工业精馏过程所具有的多变量耦合、时变非线性和大延时等特性,提出了一套完整的数字化智能管控系统解决方案。通过集成神经网络软测量技术、模糊专家控制以及迭代学习算法等先进方法,该系统实现了对精馏过程关键工艺参数(如温度、压力、浓度、液位和 pH 值)的实时监测与优化控制。系统采用三层架构设计,分别为系统集成层、模糊专家决策层和单元执行层,以工控机和PLC 为核心,配备高性能模块化外设,形成一体化的计算机多级控制系统。研究表明,该系统能够显著提升药品生产的质量一致性和过程效率,降低能耗和对操作人员经验的依赖,为制药企业符合 GMP 规范、实现数字化转型提供了技术支撑。
Part.01引言
制药工业中的精馏过程是原料药纯化和溶剂回收的关键环节,其控制效果直接关系到药品的质量、纯度和生产效率。传统精馏控制方法通常依赖于操作人员的经验和小范围的自动控制,难以应对过程的多变量耦合、时变非线性、大延时和不确定干扰等复杂特性[1]。尤其是在中药生产过程中,提取浓缩技术的滞后已成为制约行业整体发展的瓶颈之一。
随着 2010 版 GMP 的实施及其后续更新,对制药企业在生产设备、软件系统及质量管理等方面提出了更高要求。药品生产不仅需要实现“事后追溯”,更需实现“事前预防”和“事中控制”[2] 。此外,制药行业正面临着数字化转型的浪潮,步长制药、扬子江药业等行业领先企业已经将人工智能、大数据等前沿技术集成到药品研发与生产流程中,提升了药品质量与产业效能。
Part.02系统架构设计
制药精馏过程的数字化智能管控系统采用分层分布式架构,包括系统集成层、模糊专家决策层和单元执行层(见表 1)。此设计有效解决了过程控制中集中管理与分散控制的问题,确保了系统的可靠性和灵活性。
表 1 系统层次架构与功能描述
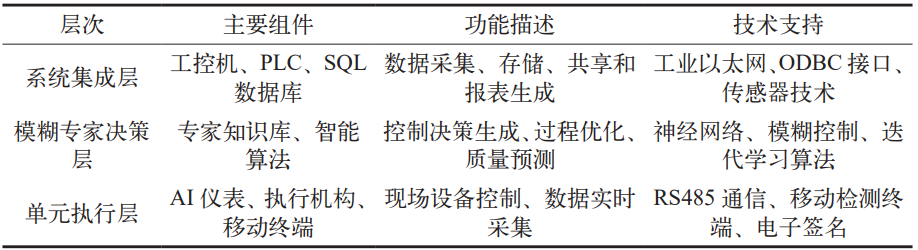
2.1 系统集成层
系统集成层是整个智能管控系统的信息中枢,负责所有数据的采集、存储和共享任务。该层以工业计算机(工控机)和可编程逻辑控制器(PLC)为核心,搭配高性能的模块化外设,组成一体化的计算机多级控制系统。通过现代先进传感器技术,系统能够实时采集温度、压力、浓度、液位以及pH 值等过程参数。
该层的关键功能在于构建统一数据库,采用 SQL 数据库管理系统,通过 ODBC 数据接口实现与上层监控软件的无缝连接,从而实现数据的开放管理。这不仅为实时监控提供了数据支持,也为历史数据查询、趋势分析和报表生成提供了基础。基于数据库技术的系统软件能够高效地共享所有信息,以支持整个企业的生产信息化改造。
2.2 模糊专家决策层
模糊专家决策层是系统的智能核心,负责控制决策的生成与和优化任务。该层采用神经网络软测量技术和模糊专家控制等智能方法,通过建立专家知识库,实现对复杂过程的智能化决策。
具体而言,该层通过传感器采集的数据进行控制决策选择,建立满足生产工艺要求的温度进程和压力进程。使用迭代学习控制算法,经过多次学习后能够很好地跟踪期望值,从而实现中药生产浓缩工艺过程中药液浓度的一致性控制。对于难以直接测量的关键质量指标(如提取率),该层还通过建立过程参数与质量指标之间的关系模型,实现产品质量的间接测量预测与控制 [3]。
2.3 单元执行层
单元执行层是系统的物理基础,负责直接与现场设备和仪表进行交互。 该层包括各类 AI 仪表( 如 AI808AXL2L2S4 系列人工智能调节器、AI-708HAI4XS4 流量积算仪)、执行机构(如气动调节阀)以及移动检测终端 [4]。
通过这些仪表和设备,系统能够对工业现场的温度、压力、流量、液位进行精确测量与控制,并实现自动 / 手动无扰动切换。在现场层面,系统支持移动检测终端接入,检验员可以通过平板实时录入检测数据,系统自动与预设标准进行比对,一旦发现异常便立即推送预警信息 [2]。
系统采用 RS485 双绞线作为通信介质,构建现场总线型网络,所有参数通过总线远程传输至控制室计算机,实现双向监控,通信距离可达 1200 m,大幅节约了现场布线成本 [5]。
Part.03关键技术创新
制药精馏过程的数字化智能管控系统融合了多项先进技术,这些技术的创新应用是该系统能够有效应对精馏过程复杂性的关键所在。
3.1 软测量技术及应用
软测量技术是解决制药过程中关键质量参数无法在线检测的重要方法。此系统采用神经网络软测量技术,通过构建过程参数与质量指标之间的关系模型,实现对难以直接测量参数的实时估算。
例如,在中药提取过程中,提取效果的关键指标(如提取率)通常无法在线测量,需要通过实验室化验获得,存在明显的时间延迟。通过软测量技术,系统利用易于在线检测的参数(如温度、压力、流量)与提取率之间的相关性,建立预测模型,实现提取率的实时估算。这为过程优化和质量控制提供了及时的数据支持。
3.2 多变量智能控制算法
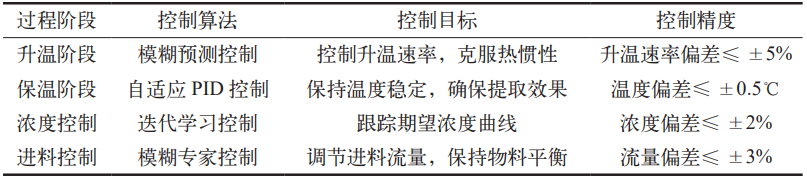
针对精馏过程的多变量耦合和非线性特性,系统采用了多种智能控制算法,包括模糊预测控制、迭代学习控制和自适应 PID 控制等。
在升温阶段,系统采用模糊预测控制算法,使升温速率按照既定速率变化,减小系统的超调量,克服热惯性影响,确保以亚沸腾状态进入保温阶段。在保温阶段,则采用 PID 控制方法,将温度控制精度维持在 ±0.5℃以内 [6]。迭代学习控制算法则通过多次学习,能很好地跟踪期望值,从而实现药液浓度的一致性控制。这些算法的精妙结合,有效解决了精馏过程中的时变非线性和大延时问题,提高了系统的控制精度和鲁棒性(见表 2)。
表 2 智能控制算法在精馏过程各阶段的应用
3.3 数字孪生与可视化监控
系统利用数字孪生技术构建了精馏过程的虚拟模型,通过实时数据驱动,实现过程的可视化监控和仿真优化。 在上位机监控软件方面, 系统采用组态软件WinCC,开发了精馏过程监控软件,实现生产过程的实时及远程监控、用户管理、报警记录、生产报表的存储和查询等功能。
监控界面提供流程图动画、实时曲线、历史数据查询、报警记录和打印功能,使操作人员能够直观地了解生产过程状态。系统还支持按“批次号”“审计时间段”等条件快速检索相关数据,一键生成审计数据包,极大地方便了质量审计和故障诊断 [2]。
此外,系统构建了数字化质量管理“驾驶舱”,实现了从供应商资质、原辅料抽检,到生产过程实时监控和药品不良反应追踪的全链条数据集成与智能分析,使质量管理决策从依赖经验全面转向数据驱动。
Part.04行业应用案例
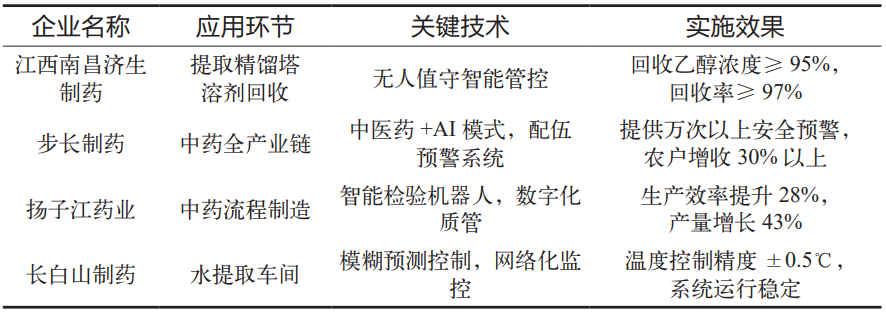
数字化智能管控系统在制药行业已经有了多个成功应用案例(见表 3),这些案例证明了该系统在提升生产效率、产品质量和合规性方面的显著价值。
表 3 数字化智能管控系统在制药企业的应用效果对比
4.1 中药提取精馏数字化管控
江西南昌济生制药有限责任公司的提取精馏塔数字化管控系统研发项目堪称典型应用。此项目旨在开发一套提取精馏塔数字化管控系统,包含一套软件平台,以及两套精馏塔数字化管控对应的硬件设备及配套附件,以实现提取精馏塔无人值守智能管控体系 [7]。
该系统要求酒精塔处理能力≥1000 kg/h,酒精塔进料乙醇浓度为30% ~ 80%(30℃~ 40℃),回收乙醇浓度≥ 95%(20℃),回收率≥ 97%(尾气冷凝器使用冷冻水情况下),且回收乙醇呈现无色、澄清液体 [8]。这些苛刻的技术要求通过数字化智能管控系统得以实现,展现了系统在溶剂回收方面的卓越性能。
另一个中药领域的应用案例来自步长制药。该企业将人工智能、大数据等技术全面集成至药品研发与生产流程,提升了药品质量与产业效能。步长制药构建了“中医药 +AI”新模式,通过算法解析经典名方,所开发的中药联合用药预警系统已提供万次以上安全预警,支持配伍禁忌现代阐释与标准化应用 [8]。
4.2 化学药精馏过程控制
在化学药领域,扬子江药业集团的数字化智能管控系统应用同样备受瞩目。该集团将工业互联网、人工智能等前沿技术系统应用于从中药材前处理、提取到制剂的全流程。2023 年初,由集团承担的“中药流程智能制造国家高新技术产业标准化试点”项目通过国家标准委验收,成为行业智能化转型的标杆。该体系促进生产效率提升 28%,产量增长 43%,显著提升了制造精度与质量一致性 [9]。
特别值得一提的是,扬子江药业的中药智能检验机器人以微米级精度完成全流程质量追溯,将人为差错率降至近乎为零,构筑起一道可靠的“智能质量防线”。这展现了数字化智能管控在质量控制方面的卓越能力。
4.3 系统实施方法论
成功的系统实施需要科学的方法论指导。基于多个案例经验,总结出以下实施步骤:
● 首先,进行详细的流程分析,了解精馏工艺流程,确定影响生产过程的关键参数,制定系统检测与控制方案。以长白山制药股份有限公司的水提取车间为例,研究人员以实现提取过程“亚沸腾”状态为目标,研究了提取温度控制策略 [6]。
● 其次,进行控制系统设计,包括 PLC 控制系统设计和监控软件开发,实现生产过程的实时和远程监控,以及用户管理、报警记录和报表管理等功能。系统监控管理层与控制层之间采用工业以太网通信协议进行通信,为实现企业数据共享提供网络接口。
● 最后,进行系统集成与验证,将各个子系统整合在一起,进行全面测试和验证,确保系统满足设计要求和使用需求。宇电开发的自动控制系统在药厂三效浓缩蒸发过程中的应用表明,通过合理的系统设计和集成,能够实现稳定可靠的实时全程监控、自动调节、自动巡检、自动故障报警和自动记录报表等功能。
Part.05实施挑战与解决方案
尽管数字化智能管控系统在制药精馏过程中具有显著优势,但在实施过程中仍面临多方面挑战,需要采取有效的解决措施加以应对(见表 4)。
5.1 技术挑战
数据集成与互通性是系统实施面临的首要技术挑战。制药企业通常存在多种异构系统和设备,如何实现这些系统之间的数据交换和共享是一大难题。解决方案是采用基于工业以太网的网络通信技术,构建监控系统网络架构,实现不同系统和设备之间的互联互通。
算法适应性是另一项技术挑战。精馏过程具有多变量耦合、非线性和时变特性,这要求控制算法具备足够的鲁棒性和自适应性。解决方案是结合多种智能算法,如模糊预测控制、迭代学习控制和自适应 PID 控制,根据不同过程阶段的特点采用不同的控制策略。
系统安全性同样不容忽视。随着系统的网络化和数字化,网络安全风险日益凸显。解决方案是采用三级等保数据防护,确保数据的完整性、保密性和可用性。
5.2 人才与组织挑战
数字化智能管控系统的实施需要复合型人才,这类人才既要熟悉制药工艺,又要掌握自动化、信息技术和数据分析技术。目前,这类人才相对稀缺,成为系统实施的主要障碍之一。
解决方案是加强人员培训和团队建设。通过系统的培训计划,提升现有员工的技术水平和综合素质。同时,可以引入外部专家和顾问,弥补内部人才缺口。步长制药的经验表明,将传统中医药知识与现代数字技术相结合,能够形成独特的竞争优势 [8]。
组织变革阻力也是实施过程中需要应对的挑战。数字化智能管控系统的实施往往意味着工作流程和组织结构的调整,可能引发员工的抵触情绪。解决方案是加强变革管理,通过有效沟通和员工参与,使员工理解变革的必要性并积极参与其中。
5.3 管理与合规挑战
在管理方面,项目复杂性和投资回报不确定性是主要挑战。数字化智能管控系统实施是一项复杂的系统工程,需要精心管理和规划。解决方案是采用分阶段实施策略,从小规模试点开始,逐步推广至整个组织,降低项目风险。
在合规方面,系统需要满足 GMP规范和数据完整性要求。药品监管部门飞行检查和内部质量审计时,需要快速调取完整的质量记录。解决方案是构建完整的文档管理系统和审计追踪功能,自动记录所有操作(如数据修改、报告审批)的详细轨迹,包括操作人、操作时间、修改前后内容,无需人工整理审计资料。
Part.06结论
本文针对制药工业中精馏过程的控制难题,提出了一套完整的数字化智能管控系统解决方案。系统通过集成神经网络软测量技术、模糊专家控制和迭代学习算法等先进方法,采用三层架构设计,实现了对精馏过程关键工艺参数的实时监测与优化控制。应用案例表明,该系统能够显著提升药品生产的质量一致性和过程效率,降低能耗和对操作人员经验的依赖,为制药企业符合GMP 规范、实现数字化转型提供了技术支撑。未来,制药精馏过程的数字化智能管控系统将进一步向智能化、自适应和全集成方向发展。
邵丽竹
何发
相关推荐
-

特别专题 | 连续制造技术应用现状与挑战
随着连续制造技术在全球制药领域的深入应用,菲特(中国)制药科技有限公司能力中心技术经理朱正辉在接受本刊专访时,从技术优势、行业接受度、实施挑战及 FE CPS 系统创新等维度,深入解析了该技术为固体制剂生产带来的变革与未来前景。
2025-12-03
-

-




热点文章
-

2.4 万亿市场背后:生物医药产业链全景图
2026-04-20
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

AI+制药行业潜力巨大,产业链相关公司梳理(名单)
2026-04-29
-

药企 GMP 培训管理探讨
2026-04-17
-

中药粉碎车间的设计研究
2026-04-14
-

一次性系统完整性验证与 E&L 风险管理
2026-04-15
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多