无菌灌装过程管道产生气泡原因及措施的初步研究
本文目的在于探讨分装过程中管道中形成的扁长形气囊所引发的针头挂液瓶颈问题,以及冻干后形成的粉末对轧盖密封性的影响。同时,分装时长的增加会造成气囊的增加和移动,影响装量精度。方法包括将搅拌罐储存进液装置更改为一次性搅拌袋储存进液装置等一系列优化措施。结论显示,这些措施可减少分装管路中气泡累积形成气囊的现象,显著改善挂壁与装量精度。
乙型脑炎减毒活疫苗冻干粉制剂为非最终灭菌冻干产品。半成品从搅拌储存装置通过旋转往复式柱塞泵从分液器分装到西林瓶,经震荡盘半加胶塞,半加塞制品转移入柜,冻干完成后全加塞,进行轧铝盖,全密封后进行物检和包装。
无菌灌装过程中,发现高于灌装泵管道的位置有滞留气泡形成,气泡逐渐累积形成扁长气囊。滞留气泡减少有效过水面积,增大水头损失,降低系统输水能力或流量;滞留气泡的再启动和排出易引起压力波动,甚至产生水击破坏等 [1]。随着气囊的变化,影响分装针头原液回吸,灌注时会出现气泡与针头二次出液现象。同时,物检发现有少量冻干制品粘附在西林瓶的瓶颈和胶塞下缘或内壁上(有的为片状粉末,有的为一层薄薄白色粉末)。
灌装过程中如果内壁出现气泡,冷冻干燥过程中气泡爆裂,影响冻干后的美观性与有效剂量。灌装过程出现滴液现象,当残留在瓶颈靠近胶塞时,冻干完成后形成粉末固形物,影响全加塞密封性,进而影响无菌性保证与有效剂量,危及健康 [2]。监测发现,灌注中形成较长滞留气泡或移动至靠近灌注泵时,会造成灌装极不稳定,需排出滞留气泡后再灌装。本文提供了隔离存储装置改变对进液系统的优化结果,优化前为典型的不锈钢搅拌储罐系统,优化后为带有搅拌器的一次性工艺袋子系统。
Part.01材料与方法
1、设备及材料
BOSCH FLC3080 分装机,由博士公司供应;2 ml 中硼硅玻璃管制注射剂瓶,由宁波正力药品包装有限责任公司提供;13 mm 注射用卤化丁基胶塞,由盛州医药包装材料科技(中国)有限责任公司供应;LY0-10 真空冷冻干燥机,由上海东富龙科技有限公司制造;一次性搅拌袋(一次性聚乙烯袋),由赛多利斯斯泰帝(上海)贸易有限公司提供;搅拌袋磁力搅拌车,由赛多利斯斯泰帝(上海)贸易有限公司生产;QHCL-01型搅拌罐搅拌车,由成都千和不锈钢制品有限公司制造;QHCL-01 型搅拌罐,由成都千和不锈钢制品有限公司提供。
2、优化搅拌储存装置
优化前的搅拌罐储存进液装置
非最终灭菌产品的无菌生产需要在符合相应洁净度要求的洁净区域内进行。企业根据产品在不同状态下的操作、转运、过滤和配制,以及直接接触药品的包装材料和器具的清洗、装配、灭菌,转运和存放等情况,进行风险评估,划分生产的风险等级 [3]。
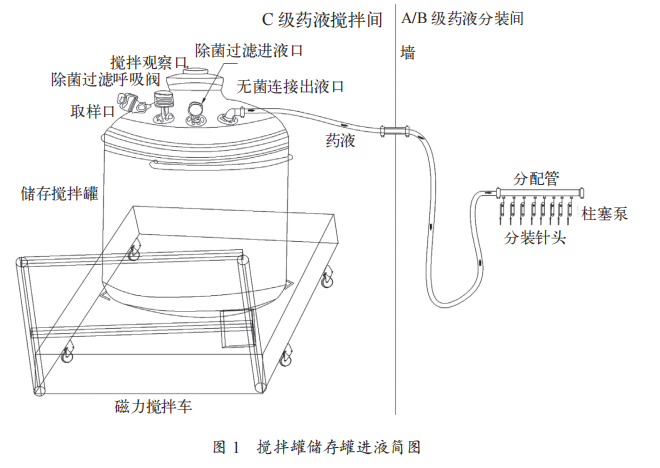
如图 1 所示,优化前采用传统的不锈钢罐工艺系统,不锈钢原液储存搅拌罐内部设有延伸至罐子中部的除菌过滤进液口,与灌装机连接的出液口从上部垂直通至罐底。此外,装置还包括通过蠕动泵取样的取样口,电筒照射观察的观察窗以及一个除菌过滤呼吸阀。上游半成品原液在原液科室操作间进行除菌过滤后,进入不锈钢原液储存搅拌罐,再运输至灌装工序。在搅拌车上,通过罐内磁力搅拌子将原液搅拌均匀。
操作人员在 A 级单向层流保护下,无菌连接不锈钢搅拌储存罐的出液端与灌装机分配管的进液端,依次无菌组装柱塞泵,并连接分液器管道与针头管道。组装完成后进行半成品原液分装。连接方法需经过复杂的工艺验证,操作人员需接受严格的标准操作规程(SOP)培训。
优化后为一次性搅拌袋储存装置
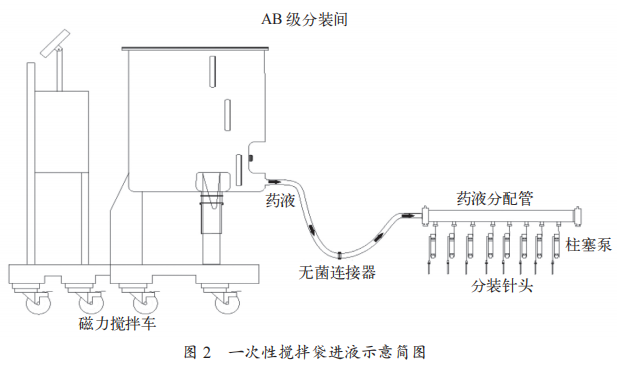
世界各地的监管机构要求生物制药企业适当地隔离其制造过程,以降低来自生产工艺步骤或产品批次的残留污染,以及同一工厂生产的不同产品间交叉污染的风险 [4]。如图 2 所示,采用一次性无菌连接技术,配备集成搅拌器的一次性袋子系统,通过三通与除菌过滤系统直接连接(三通与除菌过滤系统一同进行高压蒸汽灭菌),将半成品原液除菌过滤至 A/B 级灌装间内的一次性搅拌储存袋中。无菌断开一次性搅拌袋与除菌过滤系统后,通过袋子上的磁力搅拌桨将原液搅拌均匀。使用一次性无菌连接器,无菌连接一次性搅拌袋的出液端与灌装机分配管的进液端,依次无菌组装柱塞泵,并连接分液器管道与针头管道。组装完成后进行半成品原液分装。
一次性搅拌储液袋
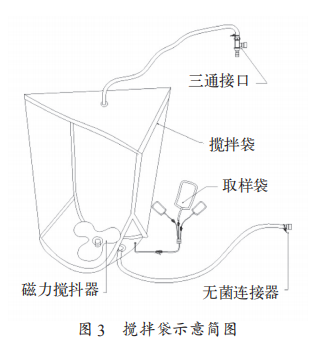
如图 3 所示,一次性搅拌储液袋下端取样口串联一个 500 mml 取样袋和 2个 200 mml 取样袋 , 上端设有进液三通进液管道,下端设有无菌连接头管道出液口。袋子采用新型聚合物树脂配方生物工艺袋,通过完整测试技术和压力衰减测试法多次验证,达到 6σ 的置信区间。多层膜结构保证了无菌储液袋极低的气体透过性和良好的化学兼容性,具备出色的稳定性和密闭完整性性能。操作人员打开取样袋总开关及需取样的单个开关即可取样,再通过无菌断开器断开,操作简便,能有效避免人为无菌污染。下端出液口可灵活控制与柱塞泵的出液坡度,停机时原液仍能流向出液端,袋子随原液变化而变化,保持袋内压强稳定,减少内部负压。观察可见,管道中气泡堆积明显减少。
2、优化链接
硅胶管优化
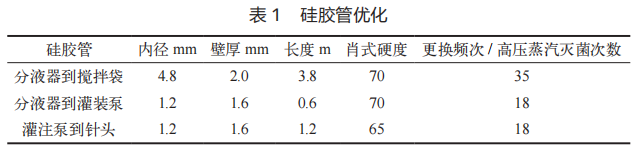
在旋转往复式柱塞泵灌装结束即将转入吸液阶段时,硅胶管在外界大气压的作用下,呈现恢复原状的趋势。这种现象表现为当硅胶管变形严重时,会出现二次出水或滴液的情况。由于硅胶管变形的不稳定性,灌装精度不仅与柱塞行程△ L 相关,还受到硅胶管的厚度、硬度、弹性模数以及单向阀与泵体之间距离的影响 [5]。分装的分液管内径与壁厚,需根据灌装机配备的灌装泵数量及灌装量来确定管内半成品原液流量。分液管到灌注泵的硅胶管长度、灌注泵到针头的硅胶管长度以及分液器到搅拌袋的硅胶管长度,均需根据不同工位进行优化,如表 1 所示。
同时,增加硅胶管的检漏环节(在明亮的自然光或 40 W日光灯下 , 将标准样品或色卡与待校样品并置,由视力 1.0 以上,无色盲的专业人员在距离样品 30cm 处进行 5s 的目检)。目前尚无明确文献规定硅胶管的更换标准,需根据硅胶管连接处的破损及颜色变化来判断是否更换。具体的更换频次根据乙型脑炎减毒活疫苗生产环境数据确定,并按照 SOP 操作,以减少硅胶管的不稳定因素影响。
接头与灌装泵优化
在旋转式往复柱塞泵中,柱塞与柱塞套之间的间隙密封效果与灌装药料的黏度密切相关,不同黏度的物料对间隙要求各异。根据药物黏度与灌装量,选择合适的泵量程更换频次率 [5]。通过预先处理的无菌连接器替代卡箍连接,可减少因人为操作造成的无菌风险与密闭性差异。一次性无菌连接器还可以避免交叉感染,其结构分为公头和母头,中间以灭菌级 PES 膜密封,泄漏率经100% 测试。操作简便,仅需三个步骤,半分钟内即可完成连接。无需对多余配件进行 CIP 验证,提高了移动性,灵活控制了密封性造成的管道局限性。
排气优化
封闭管道中水气两相流的形态取决于气流量和水流量的比值及管道坡度 [1]。如图 2 所示,搅拌罐储存罐进液管道的入口位于罐内较低处,接近地面,与柱塞泵的高度差较大。如图 3 所示,搅拌袋进液系统进液口高于柱塞泵15 cm 汞柱,坡度较小,使整个进液管道形成正压。系统产生的微量溶解气体在灌装过程中排出,避免了大量气液分离现象,确保灌装过程稳定,减少装量波动。当硅胶管中气泡累积较多时,需在灌装过程中进行手动排气操作 [6]。分液器的安装方法应避免气泡堆积并利于气泡排出,严格按照SOP要求进行安装。
Part.02结果与优化分析
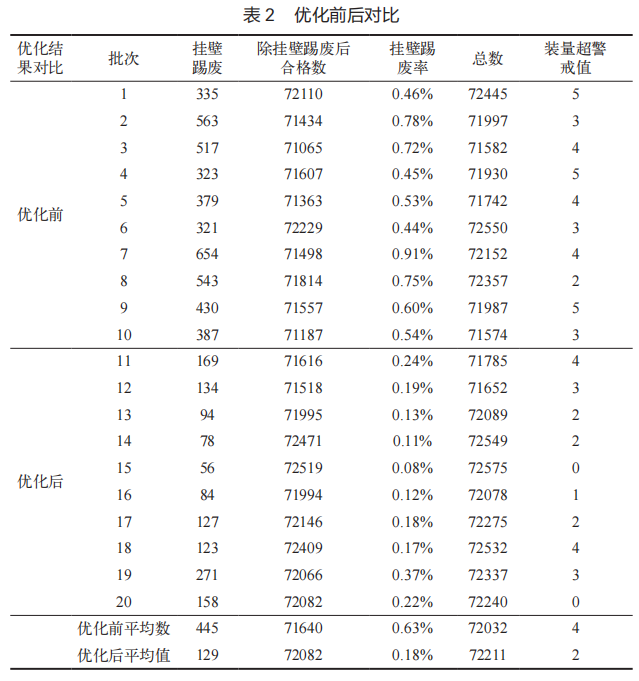
如表 2 所示,优化前后各 10 批物检结果对比显示,优化后 10 批生产的总支数平均值中,每批平均增加 179 瓶。其中,合格率每批平均提升 442 瓶,因滴液和气泡造成的物理外观不合格率每批平均减少 0.45%,抽检中发现装量超过警戒值的次数每批平均减少 2 次。
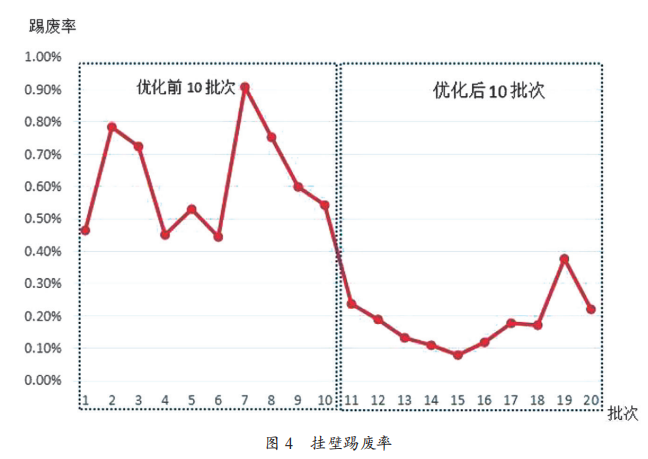
如图 4 所示,挂壁踢废率在优化前后的各 10 批对比中可以看出,优化后的踢废率显著低于优化前,且优化后批次之间的曲线波动更加平稳。通过对搅拌系统的改进,优化了进液系统,在分装过程中未出现气泡在分装管道中滞留形成的扁长形气囊现象,避免了因排出气囊造成的原液浪费、分装时长延长和管路负压引起的无菌风险,从而提高了原液的有效分装率和总支数与合格支数。气囊的消除改善了灌注时气泡和针头二次出液的问题,减少了挂壁踢废和装量超警戒线的情况。挂壁踢废率的降低减少了瓶颈上残留的冻干粉末,降低了轧盖后密封性不良的无菌风险。装量超警戒线的减少反映了灌装精度的提升。优化后批次之间的曲线波动更加平稳,工艺稳定性增强,减少了批次间的差异,实现了降本增效。
Part.03探讨灌装过程中气泡的产生、影响及控制方向
操作人员严格按照操作规程进行安装、确保灌注针架运动曲线最佳、机械误差可控和回吸量参数最佳设置,管道冲液过程中排气彻底,仅有少量气泡无法排出。由于产品特性,半成品原液中含有的肉眼看不出的气体,在灌装过程中部分分离,形成气囊并不断累积,导致水流不稳定,灌装时出现明显气泡滞留和回吸现象。
管道中滞留气泡对灌装的影响表现为增大管路比阻,管路比阻与管道流量成反比,液流在压流和自由水面流之间波动,呈现管道收缩变形和剧烈摆动。气囊形成后,气泡压强越大,气体压缩率越高,气泡相对于初始时刻的体积变化越大,硅胶管变形后的恢复力越强,压差越大。首先,这会造成灌装精度下降;其次,灌装结束瞬间吸液时,压缩气体与管道恢复形态造成针头液滴与二次出液。
真空度的影响因素包括灌装泵本身能达到的极限真空度与抽速,以及整个系统的泄漏量。气囊产生导致水阻增大,管道压力不稳,接口松动,管道使用频次增加。柱塞泵长时间运行后,柱塞与柱塞套筒,旋转阀与柱塞套筒长时间运行的磨损与气囊产生的负荷,均会造成精度下降,考验系统密封性阈值。因此,生产中需尽量控制系统中气体累积,保证系统正压,避免管道负压吸入外界气体,以降低无菌风险。
参考文献
[1] 郭永鑫,杨开林,郭新蕾,付辉 . 大型管道输水系统充水过程滞留气泡对输水能力的影响 [J]. 水利学报,2013,44(03):262-267.
[2] PATEL S M, NAIL S L, PIKAL M J, et al. Lyophilized Drug Product Cake Appearance:What Is Acceptable?[J]. JOURNAL O F P H A R M A C E U T I C A L SCIENCES,2017:1706-1721.
[3] 国家食品药品监督管理局药品认证管理中心 . 药品 GMP 指南[M]. 北 京: 中 国 医 药 科 技 出 版 社,2011:302-317.
[4] ICH Q7:Good Manufacturing Practice Guidance for Active Pharmaceutical Ingredients[J]. US Fed Reg,2001,66(186):49028-49029.
[5] 杨伟江,高玉莹,黄辰音 . 影响灌装机灌装精度的探讨 [J]. 机电信息,2006,(S1):65-68.
[6] 杭从荣 . 减少冻干粉针剂灌装不合格品数的措施 [J]. 化工设计通讯,2020,46(05):189-190.
邵丽竹
何发
相关推荐
-

-

真空干燥厢式压滤机在制药行业的应用研究
本文通过介绍真空干燥厢式压滤机的工作原理、功能和工艺流程,以及它在制药行业的具体应用,阐述了真空干燥厢式压滤机在制药行业的应用优势与发展前景。
2025-11-19
-

浅谈非最终灭菌产品制剂车间无菌工艺模拟试验中的要点与设计
文章以非最终灭菌产品生产的无菌工艺模拟试验为主线,根据国内外法规及指南中关于无菌工艺模拟试验的相关规定,从无菌工艺模拟试验的起点、批量、最差条件选择、实施及培养、结果评价及运用等方面,分析无菌工艺模拟试验的设计要点及 GMP 检查时的关注点,并分享设计案例,以保证无菌工艺模拟试验的有效性,科学评价非最终灭菌产品的无菌保障水平。
2025-11-18



热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

2025年度中国医药工业主营业务收入前100位企业发布!哪家企业上榜?
2026-07-13
-

预灌封注射剂生产工艺管理要点概述
2026-05-12
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

论医药洁净区空间消毒 / 灭菌的常用方法
2026-06-26
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多