制药用水终端超滤与验证
去内毒素超滤是非蒸馏注射用水终端过滤的重要工艺,超滤膜的质量对注射用水中关键质量指标——内毒素的控制至关重要,直接影响患者用药安全。本文阐述了内毒素在水中的状态及其分子形态,并分析解读了美国和日本药典对超滤膜截留限的设定依据。通过对超滤膜的分子量截留、膜块完整性、相容性、膜挑战性及使用寿命的验证,保证超滤膜在制水工艺中的稳定性与可靠性。
反渗透技术能够去除绝大多数导电性离子和足够的总有机碳(TOC),同时还能去除微生物和细菌内毒素 [1]。超滤则通过分子量筛分手段,进一步去除水中内毒素,以确保进入存储分配系统的水质内毒素得到控制。反渗透与超滤的适当组合及应用,构成了非蒸馏注射用水制备工艺的基础。本文旨在简要介绍终端超滤非蒸馏注射用水的设计原理及其验证要点。
Part1 内毒素与截留限
内毒素单体是脂多糖(LPS)分子,其分子量较大,通常约为 10000 Da,甚至更高。由于脂质和多糖含量的差异,单体的大小范围可能从约 6000 Da 到远超 10000 Da 不等(见图 1)。然而,在纯水中,由于该分子具有两亲性,既包含亲水区域又包含疏水区域,内毒素单体较少以单个实体的形式存在。
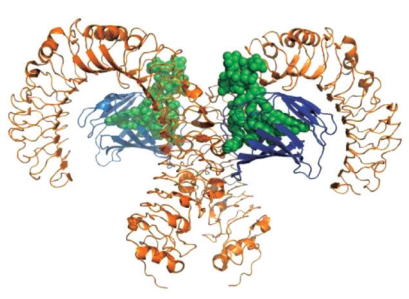
图 1 内毒素单体结构 [7]
在水中,内毒素单体往往会聚集在一起,形成由众多单体构成的微小胶质分子束。这些胶束分子中,亲水性的多糖端位于球体外侧,与水接触;而疏水性的脂质端则相互聚集在球体内侧,远离水的位置。胶束的总分子量可远超100 万道尔顿(见图 2)。死亡的革兰氏阴性细菌的细胞膜碎片仍可能包含其部分结构,包括一些内毒素成分,所以这种形式的内毒素(分子量)甚至可能比胶质分子束更大。活着的或刚死亡但细胞结构仍完整的革兰氏阴性菌细胞,其外层细胞膜表面也可能含有活性内毒素。从这些在水中存在的内毒素物质来看,即使截留分子量为 100000 Da 或更大分子量的超滤器也能从纯水中过滤掉绝大部分内毒素。然而,为确保安全,美国药典(USP<1231>USP39 - NF 34 第二增补本)规定的截留限为10000 ~ 20000 Da ;而日本药典更为谨慎,规定的截留限为 6000 Da,这可能已处于超滤模块截留点的下限 [1]。
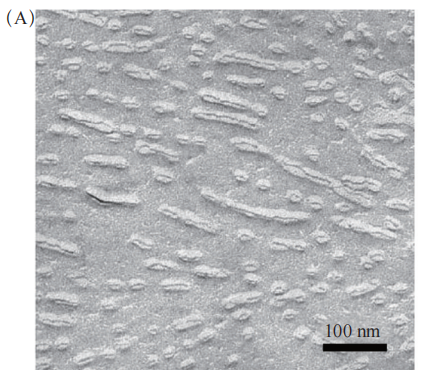
图 2 内毒素胶质分子束 [8]
Part2 超滤膜与中孔纤维膜块
最早使用的超滤膜源自天然的动物脏器薄膜。1861 年,Schmidt 首次公开了利用牛心胞膜截留可溶性阿拉伯胶的实验结果。1867 年,Traube 在多孔瓷板上通过胶凝沉淀铁氰化铜,成功制备了第一张人工膜。1907 年,Bechhold系统地研究了超滤膜,并首次引入了“超滤”这一术语。然而,在此后的多年里,超滤膜技术发展陷入停滞,直到 1963年,Michaels 创立了 Amicon 公司,专注于生产和销售各类截留分子量的超滤膜,随后短短几年内,超滤膜技术取得了显著进步,各种结构形式的超滤装置也相继出现。1965 年后,多家公司推出了多种聚合物超滤膜。
目 前, 超 滤 膜 的 材 质 涵 盖 PS、PAN、PSA、PP、PE、PVDF、 陶 瓷、玻璃和金属等十余种,超滤模块则包括板框式、管式、卷式和中空纤维式四种结构。在制药用水工艺中,中空纤维模块因其优越性能而被广泛推荐为最常用的超滤模块,其超滤材料多为聚合物。中空聚合物纤维超滤模块如图3所示[1]。
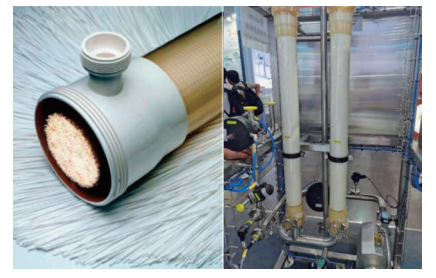
图 3 中空纤维超滤模块(左图 [1])
制药用水终端和中空纤维通常由聚合物材料制成,常见材料为聚砜或聚醚砜。中空纤维结构中始终包含一个支撑层和至少一个、最多两个活性分离层(见图 4)。此外,大多数中空纤维均封装在塑料或不锈钢外壳内。浇铸化合物确保进料侧、浓缩液侧与滤液侧有效隔离,使得中空纤维组件在此处无需额外密封,进料、浓缩液和滤液通过各自的连接口进行进料和排放。
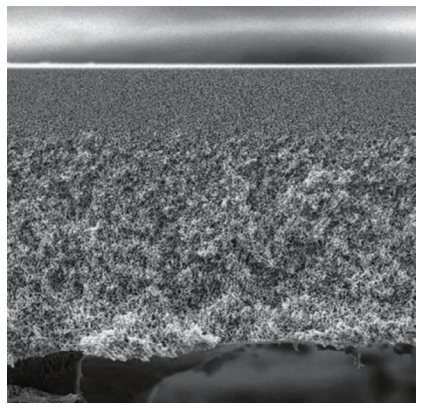
图 4 由聚醚砜制成的超滤膜结构中,顶部的活性分离层清晰可见,其下方为支撑层 [2]
Part3 超滤模块的运行
制药用水终端超滤模块的运行方式分为低流量错流过滤和死端过滤两种。低流量错流过滤过程中,约有 2%的进水以浓水形式持续排放,再加上定期反冲洗以清除积聚在过滤面上的内毒素、有机物和生物碎片,其废液排放量可达进水量的 5% 左右(具体视装置设计而定)。为防止终端过滤产生生物膜,终端过滤设计为 24 h 不间断运行(见图 5),因此其废液排放量也相当可观。由于反冲洗无法彻底清除粘附在超滤表面的污染物(包括微生物),超滤系统须频繁进行消毒处理。对于小流量错流过滤,其使用寿命一般为 1 ~ 2 年 [3]。
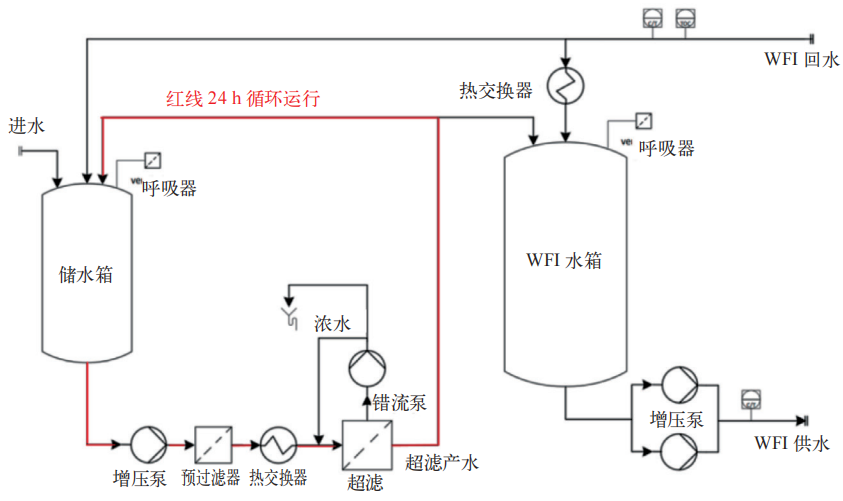
图 5 终端超滤运行流程图
错流过滤产生的额外浓水限制了其应用范围。另一种运行方式为超滤死端过滤,这种模式不排放浓水。在使用超滤的场所(通常位于净化系统的最后一个单元操作后或分配系统的回路中),由于水中的内毒素负荷或热原水平非常低,因此在内毒素饱和或其他生物污染导致需要更换超滤膜之前,其使用寿命可能相当长。这种运行方式通常不进行反冲洗,在没有浓水冲洗和反冲洗的情况下,跨膜压差的增加速度比错流过滤更快。更有可能的是,其他大分子有机物(如 TOC)、颗粒和死的或活的细菌细胞会在过滤内毒素之前堵塞可过滤的表面,而滤液流量的减少通常是接近饱和的迹象。一些监管机构和从业人员担心,当超滤器面临跨膜高压差的过度挑战时,内毒素可能通过超滤膜上的孔或膜与密封中的微小缺陷渗透 [1]。应遵循UF 制造商关于最大压差的建议。然而,当观察到通过这些过滤器的流速下降时,更换过滤器以恢复流速可以缓解内毒素渗透的担忧。对于死端过滤的运行,其通常使用寿命为 1 年 [3]。
这两种运行模式都会在超滤膜的过滤表面富集微生物和内毒素,死端过滤的跨膜压差增加速度更快于小流量错流过滤。超滤膜过滤表面富集的微生物和内毒素增加了生物膜的风险,因此必须频繁消毒。根据 EMA“关于非蒸馏法生产注射用水的问题和答案——反渗透和生物膜以及控制策略”,[4-5] 应采用热消毒和化学消毒相结合的消毒策略。
Part4 超滤膜的验证
4.1超滤膜截留分子量的验证
同液体除菌过滤需采用生物Brevundimonas diminuta ATCC® 19146TM(缺陷短波单胞菌)进行挑战试验类似,超滤膜的截留性能测试也需选择适当的挑战标准品。常用于测定膜截留分子量的标准物质主要包括:
球形蛋白类:γ- 球蛋白(M平w=16 万)、牛血清白蛋白(M平w=6.7 万)、卵清蛋白(M平w=4.4 万)、胃蛋白酶(M平w=3.5 万)、细胞色素C(M平w=1.24 万)、胰岛素(M平w=0.57 万 )、VB12(M平w=0.12 万);
分枝多糖类:葡聚糖250(M平w=23.6 万)、葡聚糖110(M平w=10 万)、葡聚糖 40(M平w=4 万)、葡聚糖10(M平w=1 万)[6]。
上述与内毒素分子量最相近的是胰岛素(M平w=0.57 万)和葡聚糖 10(M平w=1 万)。鉴定超滤的溶质通常包括胰岛素(球状分子)和葡聚糖(长链分子)。像胰岛素这样的球状分子比像葡聚糖这样的长链分子更有可能被截留。而内毒素的分子结构更接近于长链分子(见图2)。因此,葡聚糖 10 在生物技术行业常用于确定截留限值。截留率可以通过如下公式计算
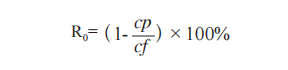
式中:R0 为截留率(%);Cp 为透过葡聚糖浓度(mg/L);Cf 为原液葡聚糖浓度(mg/L)。若测得的截留率在 95% 以上,则可以判定该膜符合所标称的截留分子量。
药品制造商必须了解用于确定截留限的超滤模块的测试条件,这样才能屏蔽单体内毒素进入产品水中。
4.2完整性测试
超滤模块在使用前必须验证其完整性,常见的完整性测试方法包括起泡点测试、针孔测试、保压试验。进行起泡点测试时,首先将模块的进水侧排空,并通入经无菌过滤的压缩空气(或氮气)。在渗透侧连接一根透明软管,将进水侧的压力设定为规定泡点值的约80%。然后缓慢增加压力,直至在渗透侧观察到气流出现,此时记录系统中的压力以确定泡点。然而,中空纤维超滤膜的超滤膜丝在超滤外壳内悬挂,没有任何物理支撑,而无菌过滤器的过滤膜则是包裹在内支撑架上的。因此,存在一种风险:超滤(UF)膜后部膨胀的压缩空气可能对超滤膜丝造成损伤。基于此,采用聚合材料膜制成的超滤模块不建议进行这样的测试。相反,应对这类模块进行针孔试验(气体扩散试验)。
根据菲克定律,在泡点条件下,颗粒也会通过超滤膜发生扩散。通过测量扩散的空气流量,并从一定的最小过滤器表面积开始,可以进行可重复的测量。气体通过模块的扩散速率能够提供有关过滤器完整性的结论。对于由聚合材料膜制成的超滤模块,此测试无疑是首选方法。
4.3相容性测试
在生产注射剂时,必须确保所使用的材料不会对药物或患者健康产生有害影响。因此,以下两条中的任何一个都必须得到证明并确认:a :不能从材料中提取出显著(可能有害)数量的物质;b :提取出来的物质对健康无害。
根据美国药典通则 <1663> 和欧洲药典第 3.2 章,必须提供与产品接触的材料(不仅限于内包装材料)所需的适当证明(资料)。此外,除了根据 21 CFR 170-189 提供常规材料证明外,对于肠外注射溶液还必须进行可浸出物和可提取物研究。由于超滤模块是最终的纯化段,此时要评估的是产品水。
超滤膜不仅要在常温下运行,还需频繁进行热消毒和化学消毒(EMA “问题和答案”双管齐下的消毒策略),因此超滤膜须进行可浸出物(常态运行下)和可提取物(高温和化学消毒下)的相容性测试。模块制造商需提供测试合格的书面资料。
4.4内毒素的挑战试验
注射用水中的内毒素标准限值为< 0.25 EU/ml。内毒素是某些革兰氏阴性菌细胞壁的成分。在灭菌领域,热原去除需达到 3 个对数级。模块制造商应能提供其模块类型去除性能书面证据。
4.5质保期和使用寿命
超滤膜的质保期和使用寿命与膜的材料和运行方式密切相关,特别是消毒频率和消毒温度对超滤膜模块的使用寿命有重大影响。药品制造厂需在供应商给出的建议下运行和消毒,并通过验证确定膜的更换周期,以确保在膜质量有保证的条件下稳定运行。
Part4 总结
使用膜法技术能够安全地生产注射用水。其终端超滤单元的多项质量指标性能直接影响注射用水的关键质量属性。为此,对注射用水系统,尤其是最终处理段进行全面确认被列为重中之重。本文依据法规要求,从验证角度出发,提出了终端超滤的五个验证要求,为膜法注射用水系统的设计、监管、业主等多部门提供了实用的指导。
参考文献
[1] ISPE. Good Practice Guide: MembraneBased Water for Injection Systems[M].2022.
[2] ISPE D/A/CH Affiliate.ISPE D/A/CH Affiliate: Production of Water for Injection without Distillation Handbook[M]. 2021.
[3] JAMES A,PHIL D,ANTHONY G,et al. Handbook of Validation in Pharmaceutical Processes[M]. 4th ed. CRC Press, 2021.
[4] EUROPEAN MEDICINES AGENCY. Guideline on the quality of water for pharmaceutical use[EB/OL]. (2020-07-20)[2025-11-18]. https://www.ema. europa.eu/en/documents/scientificguideline/guideline-quality-waterpharmaceutical-use_en.pdf.
[5] EUROPEAN MEDICINES AGENCY. Questions and answers on production of water for injections by non-distillation methods–reverseosmosis and biofilms and control strategies[EB/OL]. (2017-08-01)[2025-11-18]. www.ema.europa.eu.
[6] 时钧,袁权,高从堦. 膜技术手册[M]. 北京:化学工业出版社,2001.
[7] PDA. Technical Report No. 82: Low Endotoxin Recovery (LER)[R].Bethesda: PDA, 2019: Report No.43539. ISBN 9781945584077.
[8] h t t p : / / i n i . s a g e p u b . c o m /content/17/5/427.
邵丽竹
何发
相关推荐
-

SGLH-A-2000D 型蒸汽灭菌器在人血白蛋白生产工艺中的应用
本文旨在对 SGLH-A-2000D 型蒸汽灭菌器进行确认、培养基模拟灌装以及工艺验证试验,以此验证该灭菌器的灭菌效果是否满足人血白蛋白生产工艺的要求。
2025-12-19
-

-




热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

2025年度中国医药工业主营业务收入前100位企业发布!哪家企业上榜?
2026-07-13
-

预灌封注射剂生产工艺管理要点概述
2026-05-12
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

论医药洁净区空间消毒 / 灭菌的常用方法
2026-06-26
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多