Ethernet APL技术及其在制药行业的应用
Ethernet-APL技术采用一对双绞线实现数据通信和总线供电,并且支持爆炸危险区应用,使以太网从控制层进一步延伸到传感器层,非常有利于现场智能仪表的性能诊断、预测和维护工作。针对制药行业整体呈现阀门多、仪表少的特点,分析了现行控制方案的困扰和需求,结合Ethernet-APL技术,介绍了支持Ethernet-APL技术的OMC系统的架构及特点,以OMC系统在某制药公司的成功应用为例,阐述了Ethernet-APL技术为制药行业带来的建设成本降低、回路更安全、信息传输更高效、数据访问性能更便利等应用价值,以及OMC系统的可靠性和稳定性。
目前,制药行业呈现出供需关系灵活多变、产业结构调整加大、投资趋于谨慎的特点,生产企业面临着安全质量监管力度加强、建设生产成本上升、药品集采带来的利润下降等多方面压力。未来,提高创新开发、保证药品质量、降低生产成本是制药企业生存和发展的基础,数字化、智能化则是核心竞争力。
就系统和设备的架构层面来说,若要将智能运营、智能控制、智能设备、智能仪表四个层次有机地融合到一起,则必须打破点对点传输、构建“一网到底”的连接。通信和数据是发展[1]新质生产力的基础,也是实现安全高效的生产运营的内核。
Ethernet-APL技术采用同一对双绞线实现数据通信和总线供电,并且支持爆炸危险区应用,使以太网从控制层进一步延伸到传感器层,将非常有利于现场智能仪表的性能诊断、预测和维护工作,进一步提升现场仪表的智能程度,进而推动企业智能化、数字化建设,同时有效降低建设成本、缩短建设工期。
Part.01制药行业自动化方案现状和存在问题
1.1制药行业特点
现阶段,制药行业的自动化项目整体呈现阀门多、仪表少的特点。以某制药公司一车间为例,阀门和仪表点位分布见表1所列。
表1 某制药公司一车间阀门和仪表点位分布
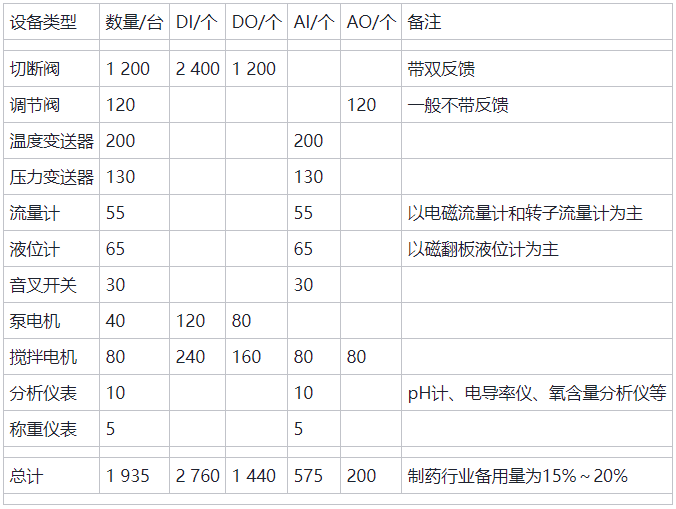
1) 开关量信号。
主要为切断阀开关控制及位置反馈、电机启停以及状态反馈、音叉开关状态反馈等信号,该部分点位会占到总点位的80%以上,其中开关阀点数约占总点数的70%。
2) 模拟量信号。
主要为调节阀控制及状态反馈、电机频率控制及反馈信号、各类测量仪表变送器信号,该类信号点位一般会占到总点位的15%左右,使用4~20 mA进行传输,但是传输的信息非常单一: 如1台压力变送器仅传输1个压力信号。虽然它可能已经具备了HART协议,但是HART技术大多数仅被用作远程调试,而大量信息,如智能仪表的过程参数、设备组态、校准、诊断信息等,并未被有效利用。
1.2自动化方案现状
除通信协议以外,DI/DO/AI/AO信号以及各类仪表供电,均采用铜芯电缆点对点连接至机柜内。在非防爆车间,为了节省电缆,这些机柜一般集中布置于车间一侧的专用机柜间内,现场设备与机柜直线距离一般在30~70 m。而在有防爆要求的车间,因为法规及规范的限制,机柜需要布置在距离较远的非防爆区域,或者是非生产区域,现场设备与机柜直线距离一般在150~600 m。由于制药行业生产过程中需要使用大量易燃易爆的有机溶剂,如甲醇、乙醇、丙酮等,因此大部分生产车间都属于防爆车间。
若按照表1中的点位配置,标准机柜应配备约20面,机柜间占用面积约60 m2,机柜间内部还需要采取相应措施以满足电子元器件对环境温度、湿度以及电磁干扰的要求。此外,由于是防爆车间,机柜间距离现场设备较远,还需耗费铜芯电缆数十万米,镀锌桥架数百米。以上成本合计可占到自动化建设总投资金额的20%~40%,且和铜价相关性很高,如铜价上涨则该项成本占比将会更高。
1.3存在问题
为了应对以上问题,制药行业中开始采用如阀岛、分布式I/O等新技术。这些方案虽然解决了一部分问题,如降低铜芯电缆的使用、减小机柜间占用面积、缩短施工周期等;但一些关键问题,如更安全的回路、更高效的信息传输、更加便利的数据访问性能、更智能的现场仪表,均未得到较好的解决,因此更像一种过渡性方案。为了将“工业4.0”以及“智能工厂”推向一个更高的层次,急需一种新型的解决路径。
Part.02Ethernet-APL技术
Ethernet-APL(Ethernet-advanced physical layer)是基于802.3cg:2019IEEEStandardforEthernet-Amendment5:Physicallayerspecificationsand management parameters for10Mibit/s operation and associated power delivery over a single balanced pair of Conductors,专门面向流程行业最后1 km制定的一种以太网物理层协议规范。APL是ISO/OSI 7层模型中众多以太网物理层之一,APL在7层模型中的位置如图1所示。APL支持所有高阶以太网通信协议,可以提供与4~20 mA信号相同或更好的功能,优势包括显著提高通信速度、提高危险区域应用、现场仪表供电和长电缆运行能力。
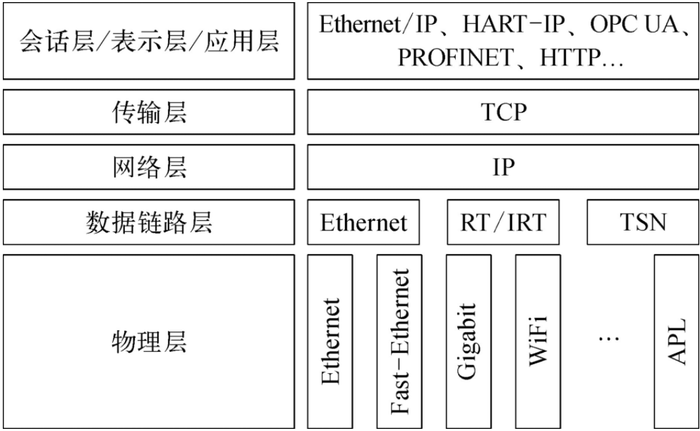
图1 APL在7层模型中的位置示意
APL技术具有以下特性:
1) 基于以太网通信,通信速度为10 Mibit/s。
2) 主干(Trunk)最大通信距离可达1 km, 分支(Spur)最大通信距离可达200 m。
3) 使用同一对双绞线可同时实现通信和为设备供电。
4) 可以利用现有的电缆安装。
5) 能够和控制系统高度集成。
6) 多种以太网的协议均可在Ethernet-APL中运行。
7) 设备及仪表可在爆炸性环境中工作。
APL技术应用到控制系统的典型网络结构如图2所示。在保留企业现有监视控制层和企业管理层的基础上,增加了基于APL技术的APL电源交换机、APL现场交换机和APL仪表。APL电源交换机对上通过工业以太网连接到控制网络,对下通过APL Trunk连接多台APL现场交换机并为其供电。APL现场交换机由APL Trunk供电,并将电力供给每个APL Spur, APL Spur对下连接APL仪表并为其供电。APL Trunk和APL Spur均为2线制线缆,在传输数据的同时能够为设备供电。
Part.03Ethernet-APL产品的发展现状
APL标准制定工作始于2018年,由FieldComm Group、ODVA、OPC基金会、PI等4个标准化组织推动,并得到了ABB、 艾默生、 E+H、 科隆等众多公司的支持。2022年8月,工作组正式发布了包括端口规范、测试规范、工程应用指导等一系列规范,标志着APL标准制定工作的正式完成。
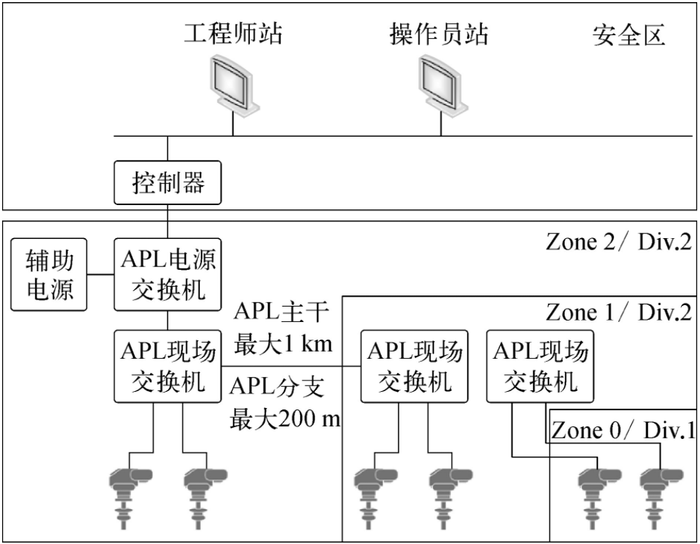
图2 APL技术应用到控制系统的典型网络结构示意
在中国“十三五”期间(2016—2020),包含APL的二线制以太网相关的研究,科技部和国家自然科学基金项目,累计投入4 660万元人民币, 其中中央财政经费投入2 660万元人民币。“十四五”期间(2021—2025),中控技术股份有限公司研发了OMC系统,并参与相关产业标准制定。
OMC系统在保留现有监视控制层和企业管理层控制和应用的基础上,采用Ethernet-APL技术,通过APL电源交换机、APL现场交换机,将现场设备接入到现有的控制系统,构建了更加高速、安全可靠的工业网络。OMC系统架构如图3所示。
APL电源交换机对上通过工业以太网交换机与OMC系统的E-Bus网络连接,对下通过APL Trunk口连接多台APL现场交换机。APL现场交换机可通过APL Spur连接APL仪表并为其供电。OMC系统不仅支持APL仪表连接,利用APL数字信号变送器、APL无线网关、APL 通用I/O,还可以实现开关量信号、无线仪表、传统仪表的接入。
基于APL的系统可满足自动化领域的特殊要求,各种基于TCP/IP的工业以太网协议,如Ethernet/IP、HART-IP、PROFINET、OPC UA、EPA等均可在APL上运行。
Part.04应用案例
该制药公司是一家专业从事单体维生素生产、研发与销售的国家级高新技术企业,结合制药行业的生产现场实际特点,在新车间的建设中率先应用了全面支持APL的OMC系统以及APL现场交换机、APL智能压力变送器、APL数字信号变送器等产品。新车间OMC系统方案如图4所示。

图3 0MC系统系统架构示意

图4 新车间OMC系统方案示意
该方案结合了制药行业防爆车间的自动化业务场景,利用APL技术更安全、高带宽、低成本、简布置的特点,替代传统的点对点信号电缆直拉至机柜间的方案。将现场仪表分为三大类,分别是APL仪表、气动阀以及通用仪表。将APL仪表接入到APL现场交换机,将气动阀控制及反馈信号接入APL数字信号变送器,然后将剩余的通用仪表接入APL SmartEIO。这三种现场交换机就近安装在现场仪表附近,通过总线进行供电,不包含开关电源,以适应现场的恶劣环境,满足防爆2区使用要求。APL电源交换机布置在车间一侧,通过双绞线对现场交换机进行供电以及信号传输。电源交换机和现场交换机采用星型拓扑结构,实现了冗余供电与信号传输。
相比于传统铜芯电缆直连的方案,采用APL方案节省了铜芯电缆90%,上万的仪表点位仅使用2面机柜,机柜间面积缩减到10 m2,有效降低了投资成本,大幅缩短了项目建设工期。
另外,三种现场交换机内都预留了足够点位,若需要增加点位,只需要将仪表安装到位,然后接入现场交换机或APL SmartEIO中,在软件上进行简单调试即可投入使用;不需要上桥架进行拆线、拉线,以及打开机柜寻找对应卡件等工作,施工和改造效率提高40%以上。
Part.04结束语
Ethernet-APL技术在制药行业的突破性尝试,有助于APL产品体系不断完善,具有重大的里程碑意义。Ethernet-APL技术不仅为该药业公司的生产流程带来了革命性的改变,也为整个制药行业的智能化升级提供了有益借鉴,从而进一步推动制药行业乃至整个工业自动化领域的发展进程。
参考文献
[1] 管含宇,凌云,汪舒磊.单阶段安全帽检测深度学习算法综述[J].计算机工程与应用,2024,60(16):61 75.
[2] 徐波,李博,宋小晖,等.油气管道智能化运行解决方案的思考[J].油气储运,2018,37(07):721 727.
[3] 李柏松,王学力,徐波,等.国内外油气管道运行管理现状与智能化趋势[J].油气储运,2019,38(03):241 250.
[4] 赵强,刘刚,行花妮,等.物联网技术在油气田生产中的应用研究[J].石油化工应用,2016,35(01):84 85.
[5] 叶嘉欣.基于深度学习的两阶段目标检测算法综述[J].互联网周刊,2023(05):16 18. [6] 程旭,宋晨,史金钢,等.基于深度学习的通用目标检测研究综述[J].电子学报,2021,49(07):1428 1438.
[7] 王伟峰,张宝宝,王志强,等.基于YOLOv5的矿井火灾视频图像智能识别方法[J].工矿自动化,2021,47(09):53 57.
[8] YAOJ,QIJM,ZHANGJ,etal.Areal-timedetection algorithmforkiwifruitdefectsbasedon YOLOv5[J]. Electronics,2021,10(14):1711.
[9] 张志鹏,邱天,张昕,等.基于改进YOLOv5s网络的火焰检测算法研究[J].电子设计工程,2024,32(20):62 67. [10]程凯伦,胡晓兵,陈海军,等.基于改进YOLOv5s的遥感图像目标检测方法[J].激光与光电子学进展,2024,61(18): 285 291. [11] 马淦,谷雨,彭冬亮.结合改进YOLOv5s和动态数据增强的海面舰船检测[J/OL].计算机工程,2024,50(07):12(202407 23)[2024 11 20].https://kns.cnki.net/kcms2/ article/abstract?v=CHS.
邵丽竹
何发
相关推荐
-

-

清晰如昼,智慧互联!威卡FRT系列雷达物位计耀世登场!
威卡中国全新推出FRT系列80GHz调频连续波雷达物位计!以30m/60m/120m超广域测量范围适配食品饮料、制药、石油化工、电力、半导体、冶金、水处理、船舶等多样化场景。
2025-08-15
-




热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

2025年度中国医药工业主营业务收入前100位企业发布!哪家企业上榜?
2026-07-13
-

预灌封注射剂生产工艺管理要点概述
2026-05-12
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

论医药洁净区空间消毒 / 灭菌的常用方法
2026-06-26
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多