药物片剂质检进入“读秒时代”:实时放行测试(RTRT)现状与挑战
鉴于药品配方与工艺的复杂性,难以全面掌握所有影响质量的因素,因此,实施过程控制(in-process control, IPC)是确保药品质量的关键。而传统药品质量控制严重依赖终端实验室的离线检测(如HPLC含量测定、溶出度测试)。然而,随着连续制造(Continuous Manufacturing, CM)范式的确立,IPC是建立其稳定状态的基础。
随着传感器技术的进步,适用于过程分析技术(PAT)的工业级分析仪器得到快速发展。结合过程建模与软测量技术的发展,为在制造过程中实时获取物料的物化性质开辟了新途径。在此基础上,一旦形成稳健的配方与工艺,便可实施实时放行测试(real-time release testing, RTRT)。RTRT通过结合过程数据与关键质量属性(CQA)的测量结果来评估并确保产品质量。RTRT作为一种先进的放行策略,其核心在于利用PAT与数字化孪生(Digital Twin)模型,实现对CQA的原位或在线监控,从而替代或辅助传统的离线检测,旨在减少高成本、劳动密集型的离线检测。从工业角度看,RTRT是深化工艺理解、部署传感器技术所带来的最直接经济回报。
英国斯特拉斯克莱德大学联合阿斯利康、礼来等跨国药企专家,系统介绍了片剂RTRT技术的现状、标准化流程,以及行业在技术、运维和监管方面面临的挑战与未来展望。
RTRT是药品生产控制策略的关键组成
药品生产控制策略涵盖了物料属性、设备运行条件、过程控制、成品规格以及相关的监测和控制方法及频率等,RTRT是其核心组成部分。在RTRT框架下,用于质量决策的方法被视为“高风险方法”,因其直接确定CQA且后续不再复测,故需承担最严格的验证责任;而仅用于过程监控或下游验证的方法则风险较低。
实施RTRT时,企业需报告对控制策略的合规性作为产品放行的依据。此外,RTRT的接受标准必须严谨,明确界定最小样本量以及数据缺失时的风险操作准则,以确保在自动化与实时监控环境下,产品质量依然处于受控状态。
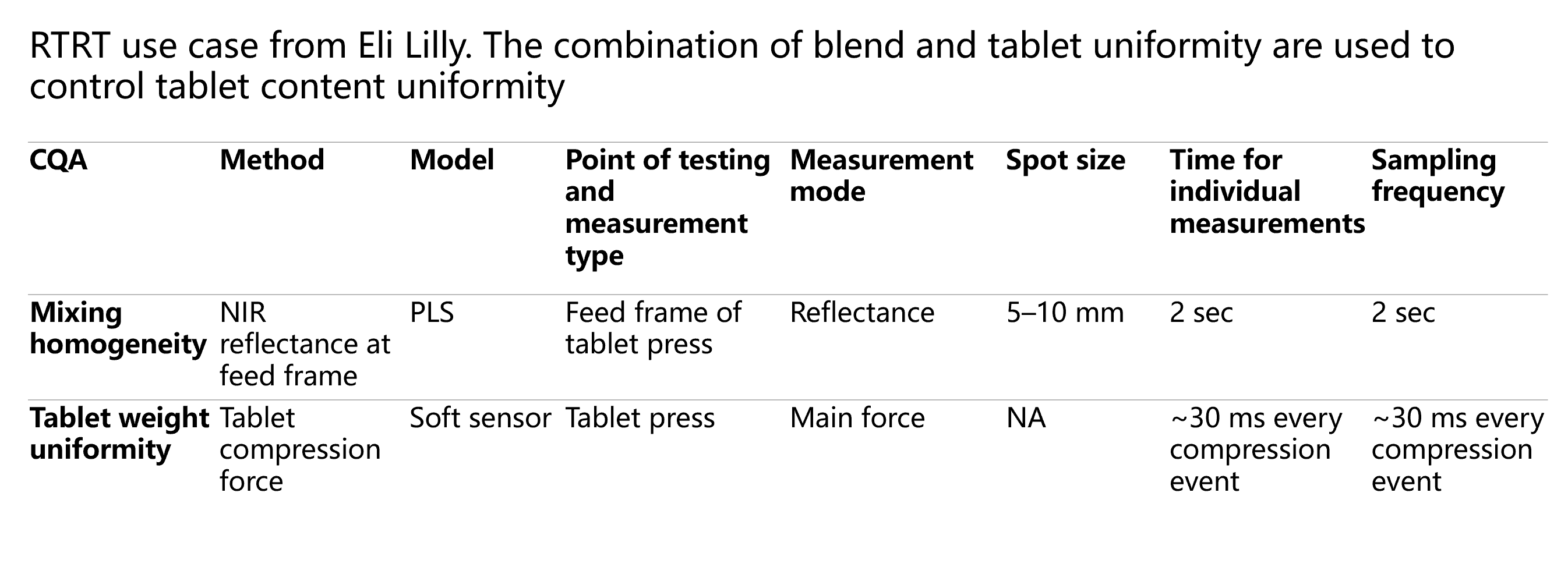
药品片剂的 CQA 通常是影响产品纯度、强度、药物释放和稳定性的物料特性。下图中的 CQA与批量生产和连续生产都相关,但两种生产配置传感器的类型、测试点和采样计划可能会有所不同。 连续制造中的传感器可用作过程控制,当监测属性超出控制范围时(例如当片剂含量均匀性未达标时)将物料废弃,而在批量生产中,测量通常用于检测工艺终点(例如当达到所需涂层厚度时停止涂层过程)。
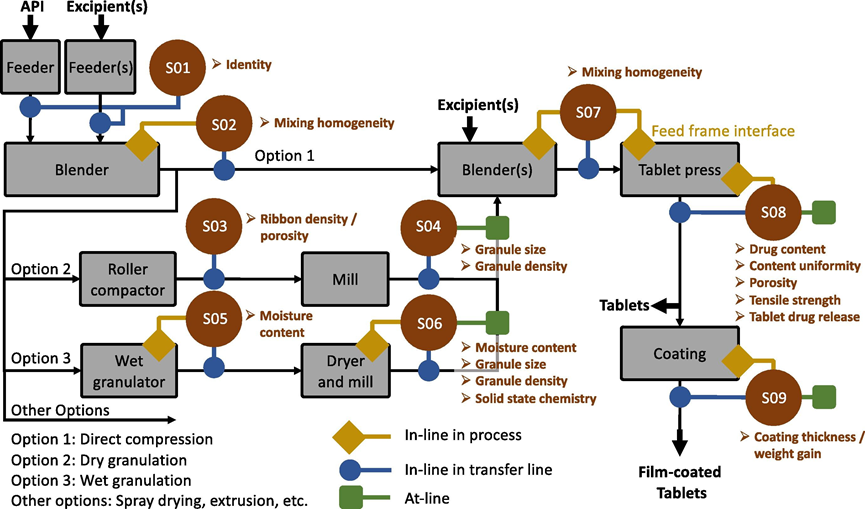
需着重说明,现有面向CQA的RTRT方法并不具备普适性,无法适配所有药品生产流程,需结合实际工况逐项评估。在 RTRT 方法开发阶段,应评估选定 CQA 与药物及生产场景的适配性。开展 RTRT 测试点与传感器选型时,需开展风险与成本效益分析,兼顾检测准确度、响应速度、稳健性、重复性、选择性及采样策略。同时需明确目标 CQA 可直接检测,还是需借助多变量模型间接预测。下图汇总了各类 CQA 及对应的检测技术,其中直接测量指依靠传感器直接量化目标属性,无需依托统计模型进行推演。
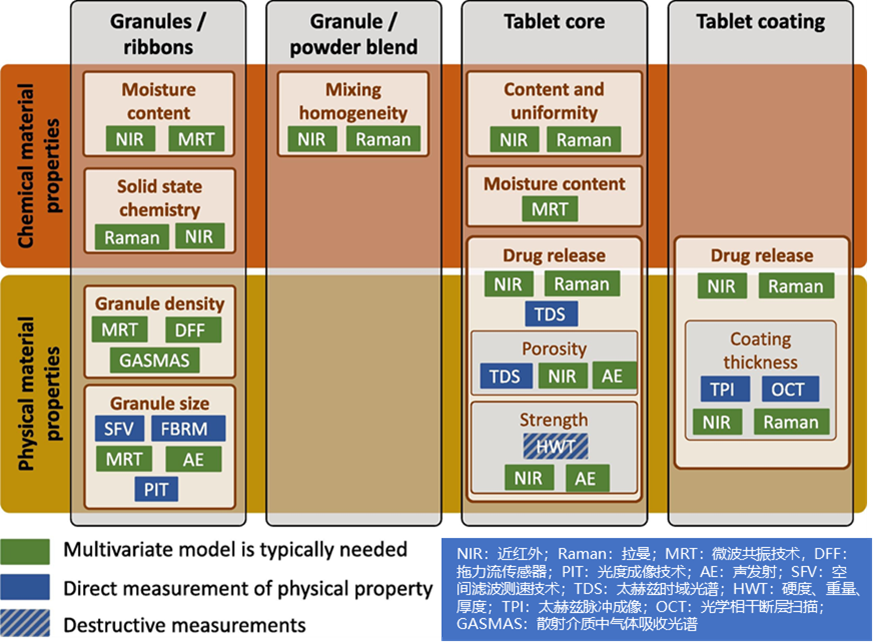
预测模型主要分为两类:基于第一性原理的机理模型和数据驱动的经验模型。尽管机理模型在理论上可行,但因计算复杂且难以涵盖生产过程中的随机变异,实际应用中多采用经验模型。这些模型通常利用离线数据(如物料属性)或PAT的测量数据,对含量、水分及溶出度等CQA进行定量预测。
作为高影响模型,其开发与实施需严格遵循法规指南。开发流程涵盖数据集构建、数据预处理(如去噪和异常值剔除)、多元校准(如偏最小二乘回归PLS)及统计限值定义等关键步骤,以确保模型在商业化生产中的稳健性与准确性。此外,模型验证需满足特异性、线性及精密度等严格要求。在商业化生产阶段,必须实施基于风险的模型生命周期管理计划,通过持续的监控与维护,应对原料或设备变更带来的挑战,确保RTRT方法的持续有效性。
RTRT开发工作流
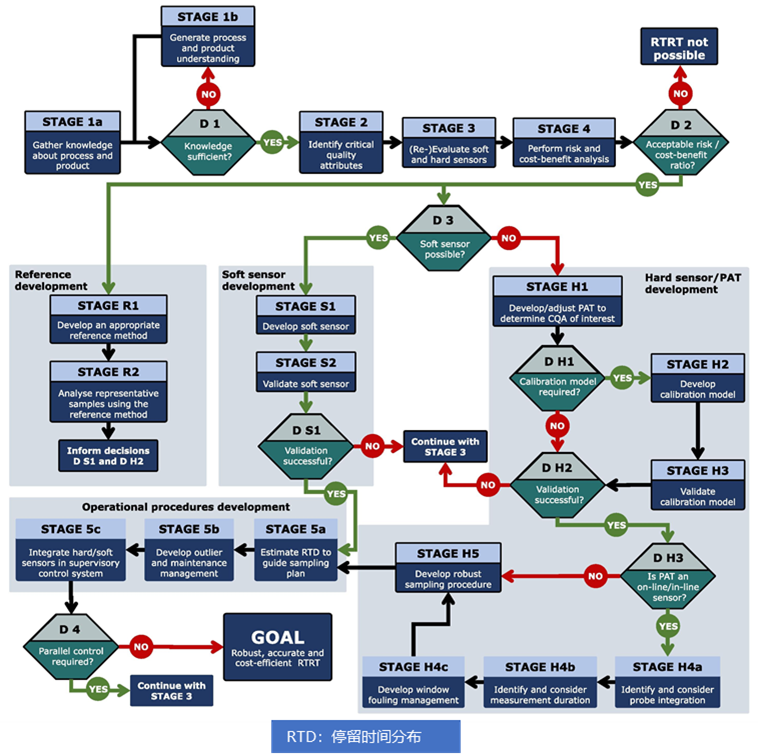
下图所示为一种系统化且基于科学的开发工作流,旨在构建适用于硬(PAT)及软测量的稳健RTRT环境,以准确测定CQA。该流程要求在启动时具备基础工艺理解,并强调在开发实施过程中持续深化对工艺的认知,从而确保系统设计的稳健性与科学性。
RTRT工业应用案例
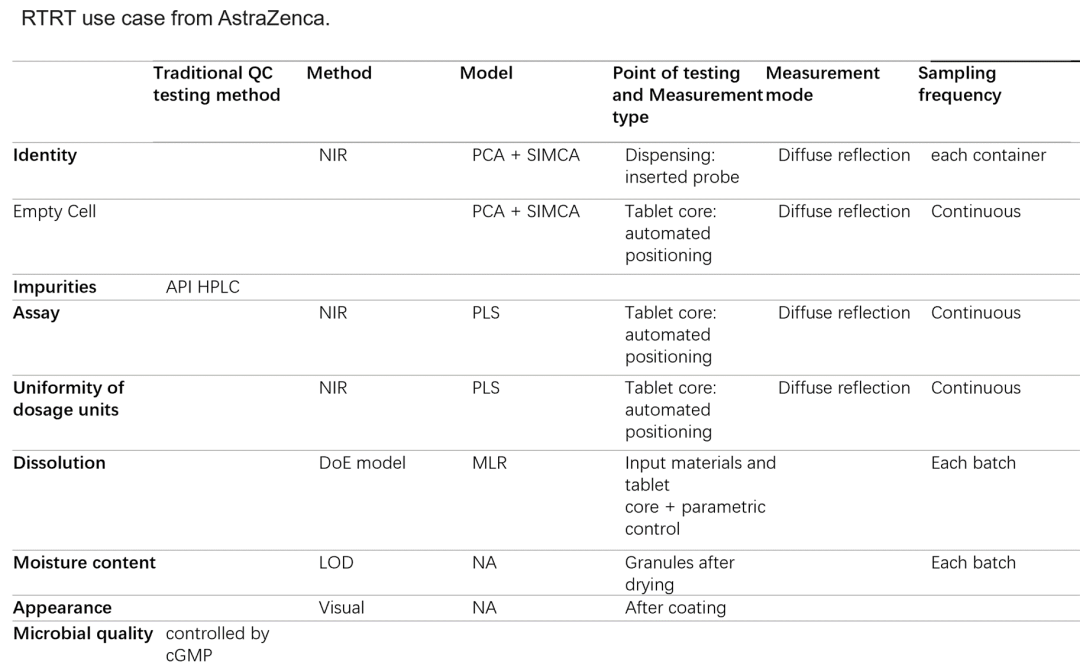
阿斯利康公司针对一款速释片剂产品,成功部署了一套RTRT流程。该策略整合了PAT、先进建模及现行药品生产质量管理规范,覆盖了从原料发料、湿法制粒、压片到包衣的全生命周期。通过实施严格的过程监控,该方案实现了成品零等待放行,成为欧洲首个获得监管批准的RTRT案例。
RTRT的技术价值、挑战与监管展望
RTRT通过整合PAT,正在重塑制药行业的质量保证体系。RTRT的核心在于利用高频率采样监控CQA,如片剂的鉴别、含量及含量均匀性。该技术显著提升了生产效率,通过实时质量洞察优化工艺操作(如基于模型微调参数),并能即时分流不合格物料,避免整批报废。这不仅大幅降低了生产成本与周期,还为ICH Q12框架下的基于性能的控制策略提供了基础。
尽管前景广阔,RTRT的推广仍面临多重挑战:
技术层面:需确保传感器在长期运行中的稳定性,硬件微小变化可能导致校准模型失效。
运维层面:原料波动、仪器漂移及工艺变更要求模型频繁更新。这需要制造现场配备更多PAT与建模专家,且在跨工厂转移时存在困难。
数据管理:高采样率产生海量数据,对数据完整性、存储及追溯提出了更高要求。
风险管理:必须制定应急计划(如并行传统测试),以应对传感器系统故障风险。
监管环境正逐步适应这一变革。FDA、EMA和PMDA等机构已建立支持机制(如EMA的“先做后报”),以减少因等待模型更新批准而导致的生产停滞。行业呼吁监管机构对模型生命周期管理采取更灵活的态度,并加强对审查人员的培训。
未来,行业需在采用成熟传感器(如近红外、拉曼)与探索新兴技术之间寻求平衡。监管机构鼓励企业在早期阶段(如通过FDA新兴技术计划)寻求科学建议,以促进新技术的落地。保持对新型传感器平台及建模方法的开放态度,将是推动RTRT进一步发展的关键。
参考资料:
Markl, D. et al. Review of real-time release testing of pharmaceutical tablets: State-of-the art, challenges and future perspective. International Journal of Pharmaceutics 582, 119353 (2020).
邵丽竹
何发
相关推荐
-

过程分析技术(PAT)——实现连续生产数字孪生的关键推动者
生物药的生产广泛基于批次工艺。转向连续工艺有可能在敏捷性、灵活性、质量、成本和社会效益方面改善生产。美国食品和药物管理局(FDA)和药物评估和研究中心等机构通过提供可实现的改进示例鼓励行业转向连续生产:这可以在没有与当前批次规模放大相关问题的情况下,扩大生产体积。在出现短缺或紧急情况时,可以迅速提高产量。
2022-12-07
-

FDA连续制造对中药智能制造的借鉴和思考
本文通过了解FDA发布的《连续制造的质量考虑指导原则》,结合片剂连续制造和中药智能制造的研究进展,以及智能制造相关的方法进展,探讨中药智能制造的分级研究思路。
2022-04-26
-

2021年我国制药工业智能制造发展现状及趋势
如今,制药企业飞速发展,物联网、人工智能、5G、大数据和云计算为传统的制药生产模式及效率、商业模式带来了新的挑战与机遇。这些新技术的应用为显著提高药品工业的生产效率、质量和灵活性带来巨大潜力。《“十四五”医药工业发展规划》提出,要深入实施智能制造、绿色制造和质量提升行动,提高药品、医疗器械全生命周期质量管理水平和产品品质,推动医药工业高端化、智能化和绿色化发展。随着工业4.0时代的到来,如何部署这些技术将决定制药企业的未来。要实现制药工厂智能化这一美好愿景,需要对其概念、现状、战略意义和挑战有深入理解。
2022-04-06



热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

AI+制药行业潜力巨大,产业链相关公司梳理(名单)
2026-04-29
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

预灌封注射剂生产工艺管理要点概述
2026-05-12
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多