干法制粒机的各工艺参数对输出物料属性的影响评估
干法制粒工艺即将原辅料混合均匀后先压成板状或大片状,再将其破碎成大小适宜的颗粒的方法,它的工艺优点是在整个制粒过程中无需水或其他有机溶剂参与,尤其对于那些对湿、热比较敏感的药物更为适合。反之缺点就是对物料的属性、工艺参数的相匹配程度要求稍高一点,可能对后续压片工艺的压缩性带来一定的负面影响,接下来本文主要想从干法制粒机的各工艺参数层面去探析影响输出物料属性的各影响因素。
采用不同的轧辊表面设计,物料与压轮之间的摩擦力不同。有图案的轧辊表面(如滚花、锯齿)有助于更好的“抓住”粉末,促进粉末在轧辊之间的流动。而选择光滑辊的话,因光滑辊的应用减少了内壁摩擦,因此需要更高的进料螺杆速度,以便在辊之间抓取粉末,才可达到与使用滚花辊时相当的间隙宽度。一般来讲,流动性差的物料,可以选择表面更为粗糙的压轮。而流动性好的物料,可以使用表面更为光滑的压轮。最终还是要根据所选物料的性质,选择适宜的压轮,这样才可以保证物料在干制粒过程中的持续稳定供料,并使物料在压轮之间充分压实。此外也需要注意一点:如果原料对于某些对剪切力较为敏感,那在选择压轮时还需额外关注原料药晶型在压制过程中的转变情况。
例如以下文献中研究了MCC、MCC与甘露醇混合物、甘露醇三种材料在光滑辊或者滚花辊上的压实致密性研究 ,结果显示:由于干法制粒机的螺杆速度限制,光滑轧辊的最大可实现的间隙宽度为2.3 mm,无法达到滚花辊3.0mm的间隙宽度。且使用光滑辊的三种材料可获得比滚花辊更高的薄片密度。那是由于粉末颗粒与光滑辊表面之间的摩擦较小,粉末颗粒的抓取不够充分,因此与滚花辊相比,材料的预致密性更高。此外,滚花辊的不均匀表面提供了更大的辊表面积,以便在抓取和致密化过程中与粉末颗粒接触。由于轧辊表面积较大,而设定压辊压力相同,因此实现的压实压力低于光滑轧辊所施加的压实压力。
图1 AlexanderWerk BT120轧辊压实机使用光滑(a)和滚花(b)轧辊表面生产的MCC、甘露醇和MCC-甘露醇混合物的薄片相对密度
对未压实的进料粉末进行脱气是进料螺杆系统的常见组成部分。脱气的作用是为了提高粉末的致密性,为轧辊上的压实做好准备。空气可以通过重力、压实螺杆或真空除去,这取决于干法制粒机的设计。如果对物料不进行及时脱气,可能带来的问题是:产量低、细粉多。且在输料过程中因物料中的空气较多,若空气排出不顺畅即可能发生输料螺杆堵塞的情况。
压轮压力即指两个压辊施加在物料上的力,该参数会直接影响物料的压实性,对薄片的硬度也有很大影响,是干法制粒中的关键参数之一。我们在进行参数研究时,通常先从一个较低的压力开始试压,然后根据该压力下薄片的完整性,再对压轮压力进行适当的增大或减小。理论上来讲细粉量越少,颗粒的流动性能会更好,更有利于下一步的压片操作,但是压轮压力太大带来的另外一个问题是:它亦会影响下一步压片操作中片剂的可压性,从下图中布洛芬的片剂抗拉强度与压实压力的关系图可以看出: 布洛芬粉末在所有压缩压力下都比辊压制备的颗粒具有更高的抗拉强度。在比较辊压颗粒的片剂抗拉强度和压缩压力的结果时,在极低的压缩压力(高达53 MPa)下,抗拉强度没有显著差异,这可能是由于在极低的施加力下致密化不足,没有导致足够的变形和随后的颗粒间结合形成。但在中等压缩压力(90 ~ 200 MPa)下,压实批次的压实性存在显著差异。在所研究的压实颗粒中,高压压实颗粒(G3批次)的抗拉强度低于低压压实颗粒(G1批次)。各种压实颗粒的压实性差异可归因于高压压实颗粒的颗粒硬化,在较低压力下制备得到的颗粒孔隙较多,在压片时颗粒更容易破裂,因此片剂的可压性更好。以上研究提示我们:在满足颗粒性质的前提下 ,还是尽可能选择较低的压轮压力 ,以便在随后的压片单元操作中不损失片剂的可压性。
 压轮间隙是指两个压辊之间最近点的距离,与压辊间的物料所受压力及所通过的物料数量密切相关。在大多数中试规模及以上的辊式干法制粒机中,压轮间距和给料螺杆给料速度经常是持续波动的,稳态时这些参数的平均值是不变的。压轮间隙的变化过程如下所示:在填充部分,粉末迅速推进到滑动区。在这个阶段,间隙中的粉末量太低,无法产生条带,因此压实辊保持在最近的位置(Ⅰ),并以较低的速度旋转。随着越来越多的粉末被提升到压边区,可以形成带状,开始开缝(II)。根据进料量不断调节间距,如果达到设定的间隙尺寸,轧辊速度从减速速度提高到生产速度,从现在开始,间隙尺寸受间隙控制算法的约束。经过几秒钟的调整(III),该控制提供恒定的间隙(IV),直到结束(V)。实际参数研究中,我们发现有时候虽然设定了压轮间距,但实际压片的厚度并不与压轮间隙一致,这主要时因为压片的实际厚度是由输料螺杆转速、压轮转速、辊轮压力三个参数协调决定的。如果参数设置不匹配,是会导致该问题的发生。所以实际应用时,需要优化、调整以上三者的参数的匹配度。
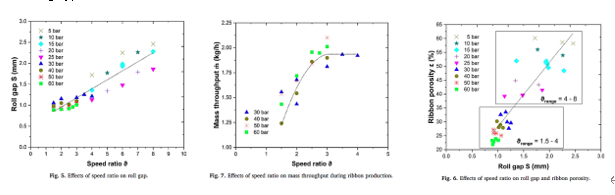
压辊转速决定了物料在压辊之间轧合区域的停留时间,会直接影响物料中空气被排除的情况以及显著影响颗粒的压实性,同时,压辊转速也会影响干法制粒的生产效率。一般来说,压辊转速和进料螺杆速度二者通常为联动作用,在理想的辊压实条件下,压实区每单位面积的最大进料量将被送入辊隙,从而产生足够的停留时间,使进料形成高质量的薄片。有文献研究了二者的协同效应 ,即研究螺辊速比(即螺杆进料速度与辊速的比值)对辊压薄片孔隙率的影响,该研究采用微晶纤维素MCC 102为原料,在不同的辊压条件下生产。结果表明,螺辊速比显著影响薄片孔隙率,也影响薄片生产过程(即物料进料量和压辊间隙)。在薄片生产过程中使用的速比越低,可获得的轧辊间隙越窄,产生的薄片孔隙率越低。因此,在干法制粒压实过程中,螺杆-辊速比可以作为控制薄片孔隙率的关键工艺参数之一。
压轮间隙是指两个压辊之间最近点的距离,与压辊间的物料所受压力及所通过的物料数量密切相关。在大多数中试规模及以上的辊式干法制粒机中,压轮间距和给料螺杆给料速度经常是持续波动的,稳态时这些参数的平均值是不变的。压轮间隙的变化过程如下所示:在填充部分,粉末迅速推进到滑动区。在这个阶段,间隙中的粉末量太低,无法产生条带,因此压实辊保持在最近的位置(Ⅰ),并以较低的速度旋转。随着越来越多的粉末被提升到压边区,可以形成带状,开始开缝(II)。根据进料量不断调节间距,如果达到设定的间隙尺寸,轧辊速度从减速速度提高到生产速度,从现在开始,间隙尺寸受间隙控制算法的约束。经过几秒钟的调整(III),该控制提供恒定的间隙(IV),直到结束(V)。实际参数研究中,我们发现有时候虽然设定了压轮间距,但实际压片的厚度并不与压轮间隙一致,这主要时因为压片的实际厚度是由输料螺杆转速、压轮转速、辊轮压力三个参数协调决定的。如果参数设置不匹配,是会导致该问题的发生。所以实际应用时,需要优化、调整以上三者的参数的匹配度。
压辊转速决定了物料在压辊之间轧合区域的停留时间,会直接影响物料中空气被排除的情况以及显著影响颗粒的压实性,同时,压辊转速也会影响干法制粒的生产效率。一般来说,压辊转速和进料螺杆速度二者通常为联动作用,在理想的辊压实条件下,压实区每单位面积的最大进料量将被送入辊隙,从而产生足够的停留时间,使进料形成高质量的薄片。有文献研究了二者的协同效应 ,即研究螺辊速比(即螺杆进料速度与辊速的比值)对辊压薄片孔隙率的影响,该研究采用微晶纤维素MCC 102为原料,在不同的辊压条件下生产。结果表明,螺辊速比显著影响薄片孔隙率,也影响薄片生产过程(即物料进料量和压辊间隙)。在薄片生产过程中使用的速比越低,可获得的轧辊间隙越窄,产生的薄片孔隙率越低。因此,在干法制粒压实过程中,螺杆-辊速比可以作为控制薄片孔隙率的关键工艺参数之一。
筛网的孔径大小会影响颗粒成品的粒度分布,选择的筛网过大,会使制得的颗粒不规则,而选择的筛网尺寸太小又容易造成制得的颗粒可能细粉较多,影响颗粒的流动性。一般来讲,对流动性不好的物料不宜选择较小的筛网。筛网尺寸选择不当带来的另一个问题是:如果一级筛网和二级筛网的尺寸搭配不合理 (如两个筛网孔径相差较大 ),在加上各级筛网的整粒转速搭配不协调,会导致在整粒过程中在二级筛网上存在物料堵塞筛孔问题。综上,还是需要根据参数优化结果选择适宜的细筛尺寸。
整粒转速会影响整粒的效率,也会直接影响颗粒的大小和分布状态。一般来讲,较高的研磨叶轮速度会导致较低的中值粒径和较高的细粉含量,而过低的叶轮转速会降低颗粒的产量。一般选择原则是:在不堵塞筛网网孔和生产效率的前提下 ,整粒速度可以适当慢一点,可以得到颗粒较大的样品,以改善颗粒的流动性。当然,亦有以下文献研究了筛网尺寸、薄片的密度、整粒转速三者中哪个对颗粒的细粉率影响更大,结果表明:筛网尺寸和薄片的密度对细粉率的影响更大,相比较而言的话叶轮整粒转速的影响相对较小。所以整粒转速对输出物料的属性影响到底有多大,不能一概而论,还是要根据物料的属性和其他参数的匹配程度来研究确认。
[1] C.C. Sun, P. Kleinebudde, Mini review: Mechanisms to the loss of tabletability by dry granulation, Eur. J. Pharm. Biopharm. (2016), http://dx.doi.org/10.1016/j.ejpb.2016.04.00
[2] J.M. Rowe, S.T. Charlton and R.J. McCann, Development, Scale-Up, and Optimization of Process Parameters: Roller Compaction Theory and Practice[J] CHAPTER
[3] Kitti Csordas, Raphael Wiedey & Peter Kleinebudde,Impact of Roll Compaction Design, Process Parameters, and Material Deformation Behaviour on Ribbon Relative Density[J]Drug Development and Industrial Pharmacy
[4] Sarsvatkumar Patel, Aditya Mohan Kaushal, Arvind Kumar Bansal,Compaction behavior of roller compacted ibuprofen[J] European Journal of Pharmaceutics and Biopharmaceutics 69 (2008) 743–749
[5]Busayo Olaleye, Chuan-Yu Wu, Lian X. Liu,The effects of screw-to-roll speed ratio on ribbon porosity during roll compaction[J]International Journal of Pharmaceutics 588 (2020) 119770
[6]Wei-Jhe Sun, Jukka Rantanen, Changquan Calvin Sun , Ribbon density and milling parameters that determine fines fraction in a dry granulation. Ptec (2018), doi:10.1016/j.powtec.2018.07.009
撰稿人 | 木易洋
责任编辑 | 胡静
审核人 | 何发


















评论
加载更多