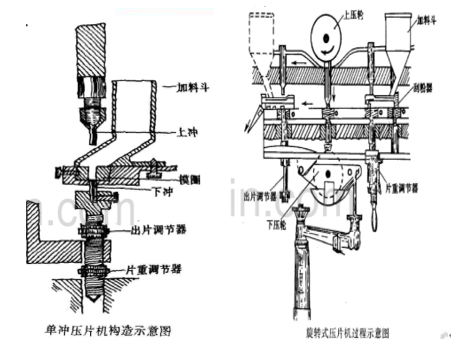
压片工艺必知的那些事儿
在压片过程中的中控项目有:单片或多片片重、片重差异、外观、脆碎度、硬度、厚度及溶出度或崩解时限。对于流动性好、可压性好的原辅料可以选择粉末直接压片的工艺;而流动性及可压性差的话会考虑先制粒后压片。

Part
1
Part
2
物料的可压性:物料的可压性好坏直接决定了片剂的成型性。可压性即物料在受压过程中的可塑性大小。可压性好易于成型,在适度的压力作用下即可压成硬度适宜、质量符合要求的片剂;可压性差的物料容易造成片剂的松片、裂片等风险,需要选用可压性较好的辅料来改善其可压性能。
流动性:物料的流动性会直接影响制剂的质量,因此是片剂制备过程中必须考虑的重要性质。良好的流动性可使物料从料斗中顺利流出、冲模均匀填充,从而减少重量差异和含量均匀度等问题。
-
润滑性: 粉末或颗粒中加入润滑剂可以增加压片物料流动性,同时可以最大程度上减少物料与冲头、冲模的摩擦,从而得到表面完整光洁的片剂。
Part
3
片剂成型性即指药物与辅料的颗粒或粉末混合物在压力作用下产生足够的内聚力及辅料粘结作用而紧密结合的结果。影响片剂成型的因素主要有以下几类:
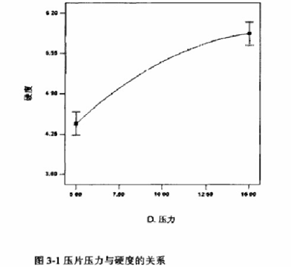
压缩成型性即物料被压缩后形成一定形状的能力。片剂压缩成型性的评价指标一般包括:抗张强度,即片剂破裂或断裂前能抵抗的最大张力,被广泛用来评价片剂的强度,其大小反映了物料结合力和压缩成型性的好坏,相同压力下,抗张强度越大,成型性越好[2]。多数药物在受到外加压力时会产生塑性形变和弹性形变。塑性形变:物料在外力作用下产生塑性变形后,当外力去除后不可自行恢复。弹性形变:物料在外力作用下产生弹性变形后,当外力去除后变形完全消失恢复原状。塑性形变产生结合力易于成型,可压性好,在适度的压力下即可压成硬度符合要求的片剂;而弹性形变不产生结合力,趋向于恢复到原来的形状,甚至发生松片、裂片的风险,对于这种情况,对辅料的要求更为的苛刻,需要选用可压性较好的辅料来调节或改善原料的可压性能。
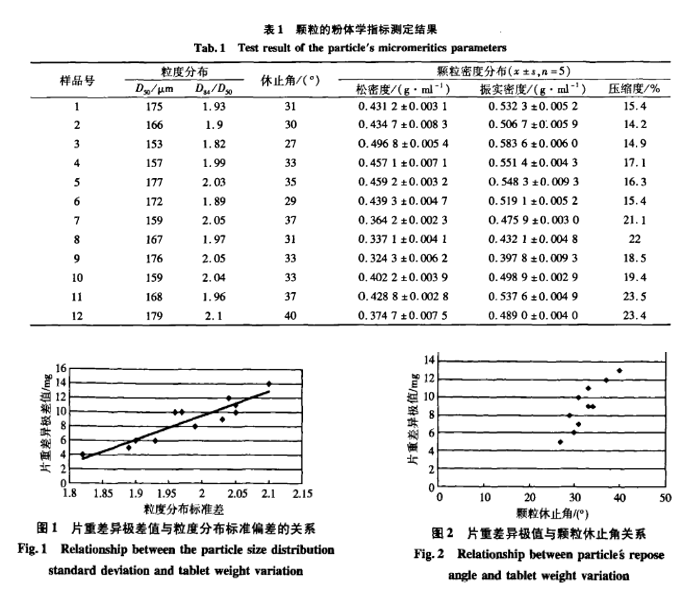
另外,粒度分布的变化会引起物料混合均匀性和压缩特性的改变。粒径分布小、粒子分布相对集中,在压片过程中,使得冲模填充均匀,减小片重差异,提高物料的压缩成型性。所以,在片剂生产前的准备过程中,要严格控制物料的粒径及分布情况,若粒径不达要求,可通过机械粉碎、气流粉碎、过筛、研磨等方式获得相应需求的粒径及分布。例如:以下文献用中间粒径D50来表征颗粒的平均粒径,用标准偏差表示颗粒粒径分布的离散程度,其值越小,表明粒径分布越集中。结果可知随着颗粒粒径分布标准偏差和休止角的加大,所得片剂的片重差异极值也随之增大[4]。
颗粒或粉末在受压时可产生一定的热量,由于药物及辅料的导热性较差,所以接触点的局部温度上升,当到达一些原辅料的熔点时,就会使其熔融并在粒子间形成固体桥作用从而增加片剂的可压成型性。

除以上因素外,粘合剂及润滑剂的用量、颗粒的流动性、颗粒密度。含量均匀度、孔隙率等都会对片剂的可压性及成片的质量产生非常大的影响,因此,研发人员必须要深入探讨挖掘片剂制备工艺的原理、结构、粉体学性质、压片工艺和性能之间的关系,才能更好的优化制剂工艺处方,有助于解决压片过程中带来的松片、裂片、片重差异大等问题,更高效率、高产能的生产制造出质量更为优异的片剂。
[1] 片剂的压片
[2] 压片物料的粉体学性质与片剂成型性的关系
[3] 朱蕾等,物料物理性质与片剂成型性的相关性研究[J].中成药,2010,8(32):1402-1404
[4] 杨昕,元英进,片剂生产中颗粒粉体学性质对压片质量影响的初步探讨[J]. 天津理工大学学报,2008,3(24):85-88
[5] 片剂压片工艺学习
END
撰稿人 | 木易洋
责任编辑 | 胡静
审核人 | 何发
邵丽竹
何发
热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

AI+制药行业潜力巨大,产业链相关公司梳理(名单)
2026-04-29
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

解读2023版药品GMP指南中的检重仪精度要求
2026-05-08
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多