从工程学角度看干粉吸入剂的制造
凭借其丰富的专业知识,IMA 伊马集团( 简称IMA 伊马)可以为DPI处理和胶囊充填提供先进的解决方案,包括:单个胶囊填充前后直接在线检重、无需机械粉末压缩改气道摄入、精准微剂量和自动反馈调节。本文将探讨通过计量管技术实现小剂量DPI 的最佳工艺参数。研究结果表明使用计量管技术处理DPI 的主要优势在于可以精确调节计量管,无需压缩或抽吸粉末。保持胶囊内粉末的自由流动特性,可以确保在刺穿胶囊时粉末可以释放到吸入器中,从而更好地控制DPI的给药剂量以及排出剂量的细颗粒自由流动性。
实现吸入器小剂量干粉的最佳充填和控制的关键是将计量管技术与直接在线称重净重检测控制相结合。现在,这种方式已在工业规模的胶囊充填机上实现。
1948 年,第一台商用干粉吸入装置投放市场。依照现行标准,当时的首创技术已经过时:由深呼吸引发微球撞击装有粉末的药匣,继而将粉末摇晃到气流中。从那时起,药品市场的变化和监管压力推动了DPI 的创新。据世界卫生组织预测,世界范围内约有3亿人患有哮喘,2.4 亿人患有慢性阻塞性肺疾病(COPD)。就全球而言,DPI 治疗占据整个哮喘/COPD 市场的50% 份额。
以服用DPI 药物的患者为中心的最新研究表明,人们期待该技术发展得更加成熟。患者和呼吸科医师越来越注重药品使用的便利性和易操作性,更加青睐紧凑设计。DPI 在给药的稳定性和高效性方面已经非常突出,新颖的设计能够克服来自成本、合规性和安全性方面的挑战。DPI 的一些关键性能特点与剂量输送、细颗粒含量以及不同气流下性能水平有关。这些特性因粉末配方的不同而有所差异,因此需要对装置、配方,或对两者组合进行微调才能获得最佳性能。微量DPI 使这一挑战达到了极限。IMA 伊马利用广泛的专业知识为DPI 的生产和组装提供了先进的解决方案。
案例研究
这是IMA 伊马与勃林格殷格翰这两家全球领先公司之间的合作,旨在为噻托溴铵思力华® 的可靠高效生产提供最佳解决方案。
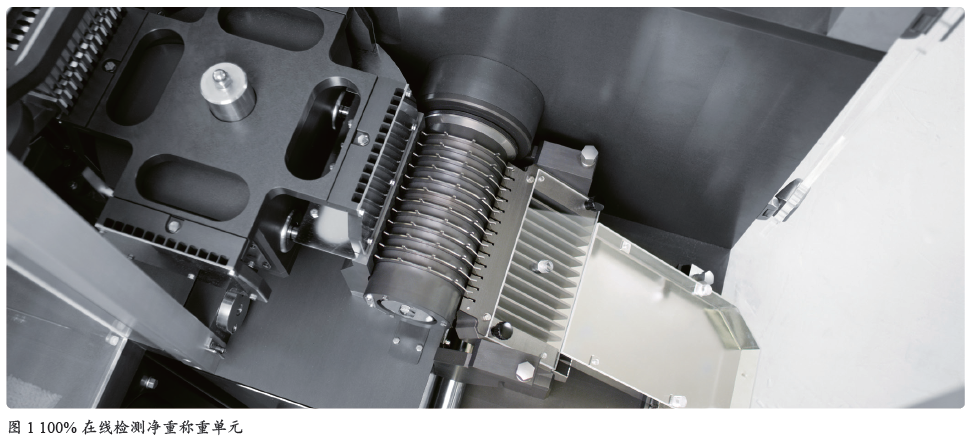
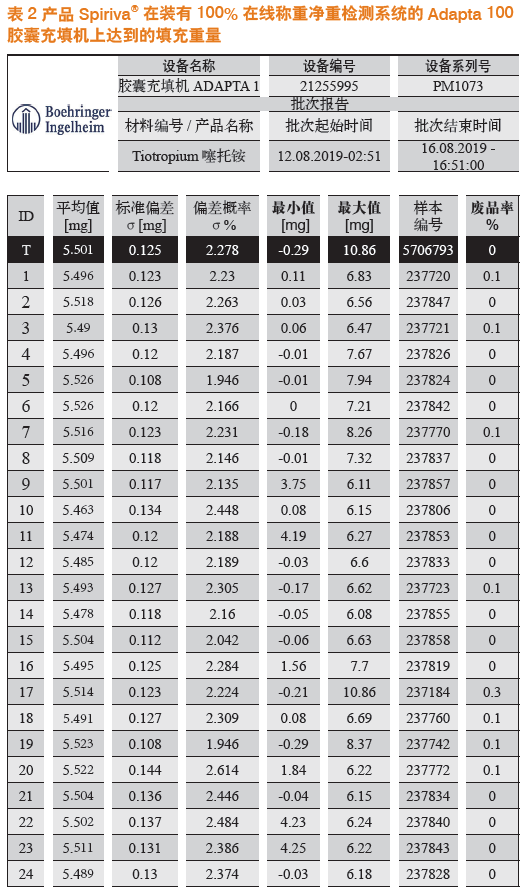
研究目的是为探究5.5 mg 粉末混合物(含噻托铵和乳糖载体)计量的最佳工艺参数。勃林格殷格翰首先在各种不同型号的胶囊充填机上进行生产,然后使用配有100% 在线称重净重检测系统的IMA 伊马Adapta 100 型胶囊充填机进行优化(如图1 和图2 所示)。
本案例分析的要素为:
● 乳糖载体和噻托铵API 的混合物系勃林格殷格翰(德国)公司在售产品Spiriva®。
● Adapta 100 型胶囊充填机(意大利IMA 伊马集团生产)是一款用于工业规模生产的胶囊充填机。采用计量针技术,配有重量解析度<0.01 mg 的100% 在线称重净重检测系统。

研究方法
该研究的第一步由勃林格殷格翰实施。测试多台胶囊充填机的性能,通过采用不同的加工技术(连续式和间歇式运动)、不同的计量系统(计量针或真空转鼓式充填)以及不同的计量控制系统(电容式传感器和重力检重弹性体)进行参数比较。得出的结论是:除非对其他功能(如重力检重)有需要,否则加工技术不会对性能产生直接影响。与转鼓式充填相比,计量针成为首选的计量方式,原因如下:
● 可对料腔进行有效的填充。转鼓式充填装置依靠重力填充腔室(低效且难以控制)和真空(因粉末内空气遵循优先路径原则会形成“鼠洞”,且滤网会很快堵塞)。
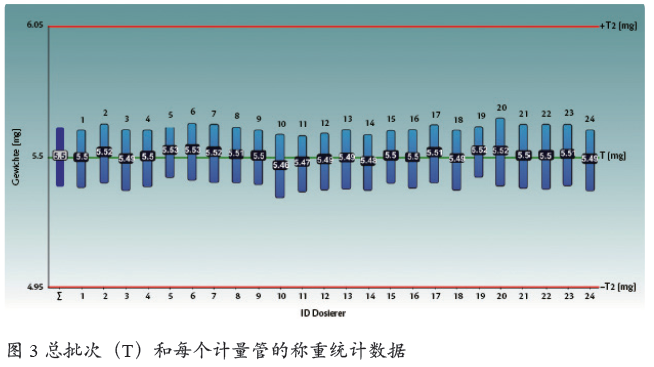
● 由于微粉的粘聚性和计量管的极细直径,计量管可将微粉很好地保留在计量管中,总批次(T)和每个计量管的称重统计数据如图3 所示。在这一过程中,IMA 伊马使用了获得专利的注射器。而真空转鼓式充填装置依靠真空将粉末保持在腔室中,吸出细小颗粒,这样会造成大量的产品损失以及频繁停机。
● 平均重量以目标重量为中心。每个计量管的腔室高度可精确设置并单独调整。
该研究的第二步由IMA 伊马和勃林格殷格翰共同实施。
预运行之后,两家公司对整个过程进行了详细的分析和研究。他们利用各自的优势资源专门开展机械设计,进行统计和数学分析以及软件开发。
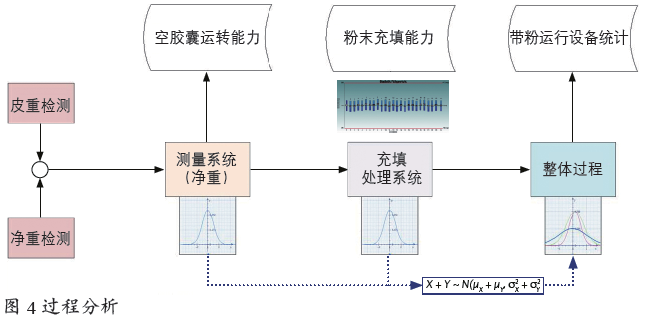
在IMA 伊马工厂,针对配有100% 在线称重净重检测控制系统的Adapta 胶囊充填机进行了几项测试,均遵循了图4 所示的过程分析。图5 所示为在装有100%在线称重净重检测系统的Adapta100 胶囊充填机上使用空胶囊进行测试。
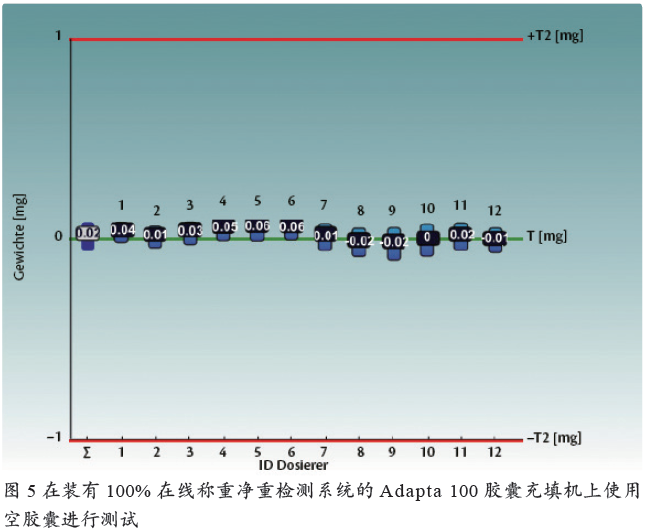
预运行结果表明,Adapta 胶囊充填机完全能够处理Spiriva® 胶囊,计量管定量给药方式可以充分满足产品需求。勃林格殷格翰与IMA 伊马的合作找到了适合的动态参数并且优化了闭环控制。一方面是优化称重系统。在胶囊未添加粉末状态下进行多次测试。由于胶囊是空的,“理想”系统应测出空胶囊净重为零。可能造成标准偏差的因素包括:称量系统的精度、气流(如因真空开囊造成的空气流动)、振动等。另一方面是更改重量采样时间。将校准重量设置为100 mg(公差等级E2),获得的结果见表1。这里采用的是检重反馈和称重的评估方式。协同工作表明,完美的计量系统需由出色的称重系统控制。

工艺要求
3 号胶囊;
吸入粉末;
净填充重量5.5 mg±10% LSL = 4.95 mg,USL = 6.05 mg ;
100% 填充控制;
胶囊运行平稳;
使用简便:设置迅速,易于清洁和操作;
生产数据可访问。
技术指标
机器速度;
机器尺寸;
机器类型(间歇式/ 连续式);
充填技术(计量针、滑动腔、真空鼓等);
胶囊处理:打开、移动(胶囊体、胶囊盖等)、闭合;
机器复杂度(易于运行);
设置和拆卸速度;
GMP 设计(表面、材料、易于清洁、无死角等);
测量系统(原理、稳定性、影响等);
市场在售机型(支持、开发使用等);
成本(投资、维护、工用设施等)。
实验部分
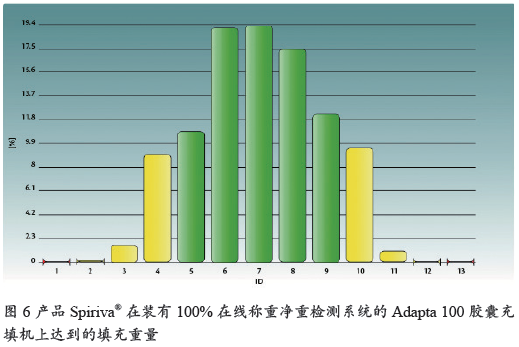
表1 和表2 以及图5 和图6显示了总批次和每个计量管所达到的填充量,与目标值完美契合(μ=5.5 mg,偏差=0.00 mg)。
实验结果
经过数次试验、机器零件优化、测量系统的深入分析以及与胶囊填充过程的同步进行,具有100% 在线称重净重检测系统的Adapta 胶囊充填机能够以非常接近目标剂量的规格生产出所需产品,可以充分满足处理能力的要求。特别是Adapta 可以将一个准确可靠的自动诊断系统(标准偏差σ<0.1 mg,处理空胶囊时偏差为–0.03 ~ +0.03)和一个稳定且可复制的DPI 计量系统(标准偏差σ=–0.16 ~ 0.13 mg,完全集中于均值,偏差为5.5±0.05 mg)进行合并集成,彰显了Adapta 出色的灵活性。
讨论与结论
正如案例分析证明的那样,使用计量管技术处理低剂量干粉吸入的主要优势在于可以用极少量粉末充填胶囊。这种粉末计量技术不需要将粉末压实,就可以将其转送至胶囊。此外,还具有避免胶囊内粉末粘聚的性能,保持了良好的粉末流动性,可以确保在胶囊被刺穿时粉末可从胶囊释放到吸入器中,从而更好地控制DPI 的给药计量以及排放剂量的细颗粒自由流动性。
热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

AI+制药行业潜力巨大,产业链相关公司梳理(名单)
2026-04-29
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

解读2023版药品GMP指南中的检重仪精度要求
2026-05-08
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多