基于 OEE 与故障率数据的制药企业口服液产线设备维护策略优化研究
Part1 引言
口服液生产过程涵盖洗瓶、灌装、轧盖、灯检、外包等多个工序,设备连续运行能力直接关系产品质量与生产计划。OEE 是衡量运行效率的核心指标,故障率、MTTR 和 MTBF 则反映设备的可靠性与可维护性。预测性维护在流程工业中应用广泛 [1]。但国内制药领域基于长期真实数据的实证研究仍较为缺乏。本文基于两条口服液生产线六年的运行数据,分析 OEE 与可靠性指标的关联,提出数据驱动的维护体系,为优化维护策略提供参考。
Part2 数据来源与指标说明
数据来源于某制药企业六年的生产记录,涵盖两条口服液生产线,产线 1 和产线 2 的数据概况分别如表 1和表 2 所示。
表 1 产线 1 数据概况
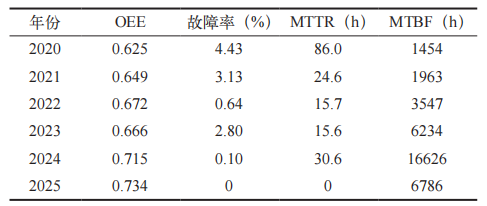
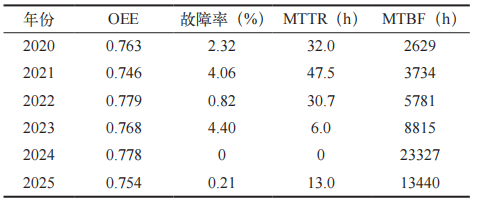
表 2 产线 2 数据概况
数据包含四类指标:
OEE :按月统计,反映设备时间开动率、性能开动率与合格品率的乘积;
故障率:按年统计,指设备故障停机时间与计划运行时间的比值;
MTTR(平均修复时间):按年统计,指设备故障修复所需的平均时间;
MTBF(平均故障间隔时间):按年统计,指设备两次故障之间的平均运行时间。
Part3 产线 OEE 趋势分析
两条产线的 OEE 趋势差异明显。产线 1 呈持续上升态势,其 OEE 值从2020 年的 0.625 提升至 2025 年的 0.734,六年累计增长 17.4%,并于 2024 年 10月达到峰值 0.814(见图 1)。产线 2 的 OEE 值则稳定在 0.75 ~ 0.78 区间,2022年达到峰值 0.779,2025 年小幅回落至 0.754(见图 2)。两条产线的 OEE 差距从2020 年的 0.138 缩小至 2025 年的 0.020,产线 2 需关注设备老化或维护瓶颈问题。
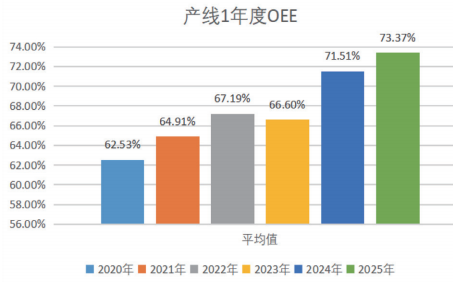
图 1 2020 ~ 2025 年产线 1 的 OEE 年度平均值
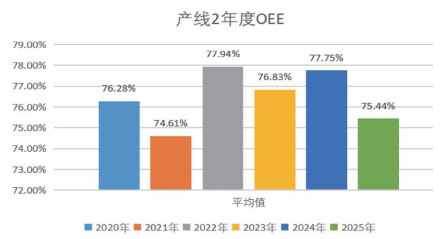
图 2 2020 ~ 2025 年产线 2 的 OEE 年度平均值
Part4 故障率、MTTR 与 MTBF 演变分析
4.1
产线 1 的可靠性指标趋势
产线 1 的故障率从 2020 年的 4.43% 降至 2025 年的 0,其中 2023 年曾反弹至 2.80% ;MTTR 从 86 h 降至 15.6 h,2024 年回升至 30.6 h ;MTBF 从1454 h 增至 16626 h 后回落至 6786 h,如表 3 所示。
表 3 2020 ~ 2025 年产线 1 可靠性指标统计
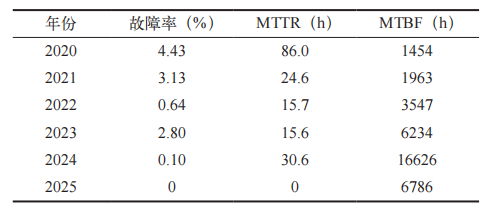
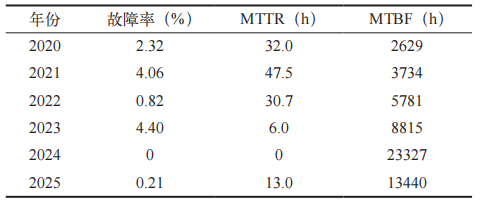
表 4 2020 ~ 2025 年产线 2 可靠性指标统计
4.2
产线 2 的可靠性指标趋势
产线 2 故障率波动明显,2021 年 4.06%、2023 年 4.40% 为两个高峰值,2024 年降至 0 后,2025 年又反弹至 0.21% ;MTTR 在 2023 年降至 6 h,但2021 年曾高达 47.5 h ;MTBF 从 2629 h 增至 23327 h 后回落至 13440 h,如表4 所示。
4.3
OEE 与可靠性指标的关联分析
对比数据显示,故障率与 OEE 呈负相关,MTBF 与 OEE 呈正相关。产线 1 的情况表明,当故障 率 降 低、MTBF 延长时,OEE 会随之提升;而产线 2 则出现故障率高峰与 OEE 低谷相对应的现象。由此可见,降低故障率、延长MTBF 是提升 OEE 的有效途径。
Part5 典型故障模式与维护策略启示
5.1
产线 1 的 2023 年故障反弹分析
2023 年, 产 线1 的故障率反弹至2.80%,问题主要集中在灌装机上,5 月的故障率高达 14.2%。经分析,故障原因为柱塞泵密封圈老化、超负荷运行导致间隙超出允许范围,装量差异超标触发停机。
5.2
产线 2 的 2023 年高故障与快速维修
2023 年,产线 2 的故障率为 4.40%,其中 9 月外包线的故障率高达 35.0%。其直接原因为轧盖机凸轮滚轮磨损,深层原因则是设备进入磨损失效期后,预防性维修周期未进行动态调整。尽管 MTTR 仅 6 h,但“救火式”维护仍无法避免停产损失。
5.3
润滑不良与磨损故障
润滑不良是引发机械故障的重要诱因。产线 1 因早期润滑制度不完善,导致 MTTR 高达 86 h ;随着润滑点检工作的规范化,故障率显著降低。产线 2 的高故障率同样与润滑失效密切相关。建立科学的润滑模型并纳入油液分析,是延长 MTBF 的关键举措 [2]。
5.4
从故障案例看维护策略的演进方向
上述案例表明,事后维修与固定周期的预防性维修均难以应对突发性加速磨损问题,因此必须向基于状态的预测性维护模式转型,将决策依据从“时间基准”转向“状态基准”。
Part6 数据驱动的口服液产线维护体系构建
6.1
维护目标的多维度设定
以 OEE 为核心,设定分级目标,如表 5 所示。
6.2
状态监测系统的设计
基于故障模式确定测点:灌装机监测柱塞泵振动、电机电流、管路压力;旋盖机监测轧刀轴承振动、主轴扭矩、下压位移;装盒机监测吸附张力、同步带振动。传感器选用 ICP 加速度传感器(量程 ±50 g,频率范围0.5 Hz ~ 10 kHz),采用磁吸方式安装;扭矩传感器为应变式安装;电流信号直接从 PLC 读取。数据通过工业网关以 Modbus TCP 协议上传,采样频率设定为振动信号 1 kHz、过程参数 1 Hz。数据采集采用“触发式 + 周期性”模式:设备正常运行时,每 10 min 采集一次统计特征;当数据超出基线 1.5 倍时,连续采集 30 s 以捕捉瞬态信息。
6.3
健康指数与剩余寿命预测模型
构建健康指数 HI(取值范围为 0 ~ 1,1 代表完全健康):例如,灌装机的 HI 计算公式为 0.4× 振动RMS 归一化值 +0.3× 温度归一化值 +0.3× 电流波动归一化值。对于失效数据充足的部件采用 Weibull 比例风险模型预测剩余寿命(RUL);若失效数据不足,则采用相似性匹配方法 [1,3]。同时设定三级预警机制:当HI<0.8 时需予以关注,HI<0.6 时发出警告(需在 1 周内安排维修),HI<0.4 时判定为危险状态(需立即停机)。以产线 2 外包线 2023 年的故障情况为例,若通过 HI监测提前 1 ~ 2 周捕捉到指数下降趋势,可避免 35%的故障率爆发。
6.4
维修决策优化与闭环执行
当 HI 低于警告阈值时,系统将自动生成包含故障位置、RUL、建议措施及备件清单的维修工单,并推送至维修主管的 APP 端。针对备件库存管理,系统基于RUL 分布采用动态策略:对于 RUL 标准差小的部件按“安全库存 = 平均消耗量 × 提前期 ×1.5”的公式设定库存水平,对于 RUL 波动大的部件则采用(s, S)库存策略。每次维修完成后,相关故障信息会被录入设备维护管理系统(CMMS),形成可检索的故障案例库,供后续相似故障检索参考。此外,系统会将 OEE、故障率等指标纳入月度复盘流程,通过 5 Why 分析法深挖问题根源,并每年对预测模型进行更新迭代,以实现设备管理的持续优化。
Part7 GMP 合规视角下的维护管理优化
维护活动必须在 GMP 框架下开展,其核心在于将“修机器”转变为对设备全生命周期合规性与可靠性的系统管理。首先,推行电子化维护管理系统(CMMS),覆盖“报修—诊断—维修—验收”全流程,详细记录维修信息并与生产批次关联,实现数据驱动决策与合规追溯,符合数据完整性(ALCOA+)要求。其次,维护策略的重大变更(如加装传感器、调整更换周期)须纳入变更控制与验证流程,通过影响评估、安装确认(IQ)、运行确认(OQ)及性能确认(PQ),确保变更不会影响产品质量。最后,强化人员技能复合化与合规意识,通过设备、工艺、质量等跨职能培训提升数据分析能力,让全员理解每项操作最终都需为患者用药安全负责 [4]。
Part8 结论与展望
本文基于两条口服液生产线六年的数据,得出以下结论:
产线 1 通过规范化维护,OEE 从 0.625 提升至 0.734,故障率降至 0,MTBF 增至 6786 h,成效显著;
产线 2 的 OEE 保持稳定,但故障率波动较大,2023 年达 4.40%,凸显突发性故障风险;
OEE 与故障率呈负相关,与 MTBF 呈正相关,降低故障率、延长MTBF 是提升 OEE 的有效途径;
基于状态监测与剩余寿命预测的预测性维护,可进一步优化维护策略,助力实现零故障目标。
未来研究可通过建立部件失效数据库提升预测泛化能力,探索多源数据融合算法,并开展预测性维护的经济性量化评估 [5]。
邵丽竹
何发
相关推荐
-

-

中国药典2025年版“药品包装用塑料材料和容器指导原则”的框架体系与核心内容解析
药品包装作为保障药品质量与安全的重要屏障,其标准化与规范化程度直接影响药品的有效性和患者用药安全。
2026-02-04
-

非无菌中药制剂的微生物污染控制策略研究
非无菌中药制剂的微生物污染控制是影响药品安全的重要因素,然而我国微生物污染控制体系并不完善,生产企业因产品微生物限度不符合规定而被药品监督管理机构处罚的情况屡见不鲜。
2026-01-27



热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

2025年度中国医药工业主营业务收入前100位企业发布!哪家企业上榜?
2026-07-13
-

预灌封注射剂生产工艺管理要点概述
2026-05-12
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

论医药洁净区空间消毒 / 灭菌的常用方法
2026-06-26
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多