基于 GMP 检查视角的无菌药品生产环境监测要点分析
目的:阐述无菌生产环境监测重点关注内容,分析常见检查缺陷,以期为无菌药品生产企业提升环境监测能力提供参考,同时为药品生产质量管理规范(GMP)无菌检查环境监测提供检查思路。方法:对无菌药品生产环境监测法规及其内容进行概述,对无菌检查时环境控制、空调净化系统确认常见易混淆检查点进行分析与阐述,提出全生命周期环境监测程序的建立和实施重点,并基于 GMP 无菌检查视角归纳环境监测典型缺陷项目。结果:环境监测与环境控制、空调净化系统确认对应着不同的法规要求且均有各自监测重点,从检查视角看,环境监测典型缺陷涵盖环境监测程序建立不完善、风险点评估不准确、监测数据的真实性存疑、未能有效利用监测数据等方面,基于全生命周期理念建立并实施环境监测程序,是确保无菌药品生产质量的关键环节。结论:无菌药品生产企业需对环境监测的实施情况进行全面评估,通过进一步完善相关程序内容,确保无菌药品质量。无菌药品生产环境监测是 GMP 无菌检查重点关注内容,作为药品监管部门,检查过程秉持全生命周期管理检查思路,是客观评价无菌药品生产企业无菌保障能力的重要检查技巧。
无菌药品生产过程主要污染源有微粒、微生物和细菌内毒素三大类。通常无菌制剂生产企业会从对当前产品和工艺的理解中得出一套有计划的针对微生物、细菌内毒素和微粒的污染控制策略 [1],以确保工艺性能和产品质量。查阅文献 [2-3] 发现,近年来中国、美国、日本等 5 国召回报告数据显示,受微生物污染的无菌药品召回有 51 次,占无菌药品召回次数的 77.27%。因此,在无菌生产过程建立有效的污染控制策略是减少无菌药品污染的重要手段。
无菌药品生产环境监测是生产过程中污染控制策略的重要组成部分 [4],是对无菌制剂生产过程控制措施有效性的直观监测评价。相关文献 [5-8] 显示,国内外开展无菌药品检查时,与无菌药品生产环境监测相关缺陷出现频次较高,这凸显相关企业在洁净环境监测方面存在不足。为此,本文基于 GMP 检查视角分析无菌药品生产环境监测的重点内容,同时对无菌检查环境监测典型缺陷进行分析,并提出建立完善的环境监测程序相关建议。
Part.01无菌药品生产环境监测的法规概述及其监测内容
药品生产根据所生产药品属性的不同,会对生产环境进行不同洁净级别划分。我国 GMP 附录无菌药品 [9] 中规定生产所需的洁净区可分为 A、B、C、D 4 个级别进行环境控制,其中 A 级指高风险操作区;B 级指无菌配制和灌装等高风险操作 A 级洁净区所处的背景区域;C 级和 D 级指无菌药品生产过程中重要程度较低操作步骤的洁净区。监测项目包括悬浮粒子、微生物(沉降菌、浮游菌和表面微生物),并设置不同控制标准对应相应洁净级别。
环境监测目的是基于风险评估原则设置不同洁净级别的取样点,从而获得代表性数据来评价不同洁净级别环境中的悬浮粒子及微生物分布状况。环境监测方案不仅要能对清洁消毒、物料处理、设备运行、更衣过程以及人员的无菌行为规范等污染控制策略作出合理评价,而且所获得的监测数据可以证明洁净区环境是否在良好的受控状态下运行。值得注意的是,实施环境监测的过程应避免对生产引入污染,且环境监测本身并不能改变洁净区环境状况。
Part.02无菌药品生产环境监测与环境控制
我国 GMP 中对无菌药品的生产操作环境进行规定。无菌药品在生产过程中,根据灭菌处理的不同,可以将无菌药品分为最终灭菌产品和非最终灭菌产品,其对应的生产操作环境也有着一定差异(见表 1)。
表 1 无菌药品常见生产操作及其对应洁净级别

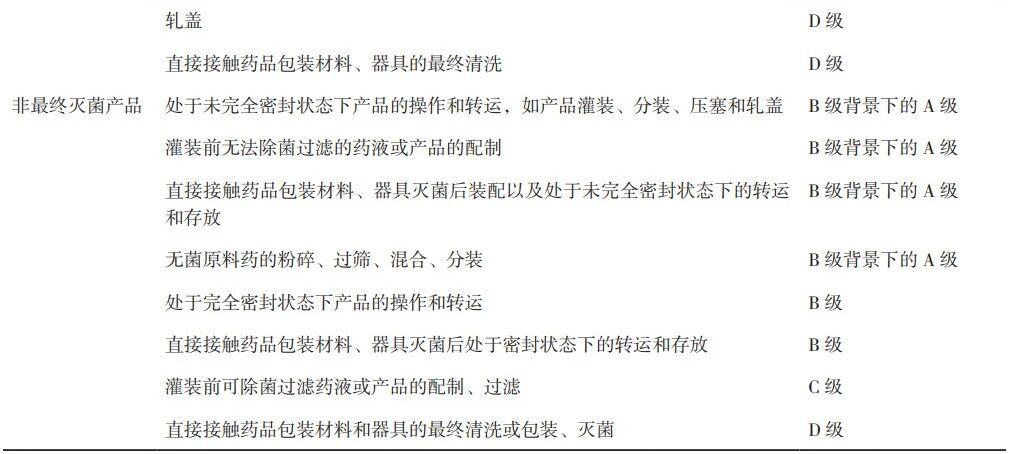
针对不同洁净级别环境控制的需求,通常会采用相应控制手段降低外界空气或物品进入洁净区时引发污染的可能性:一是基于已确认的空调系统对进入洁净区的空气通过初、中、高效过滤方式达到对应级别悬浮粒子及微生物限度的限度标准;二是采用已验证的清洁、消毒和灭菌方法对进入不同洁净区的物料及该区域内厂房设施设备表面进行相应处理。此外,对于人员进入洁净区,需尽可能地降低微生物负荷和微粒水平,通常采取外层包裹即进行更衣操作以减少自身带来的潜在污染。
Part.03环境监测与空调净化系统确认实施要点对比
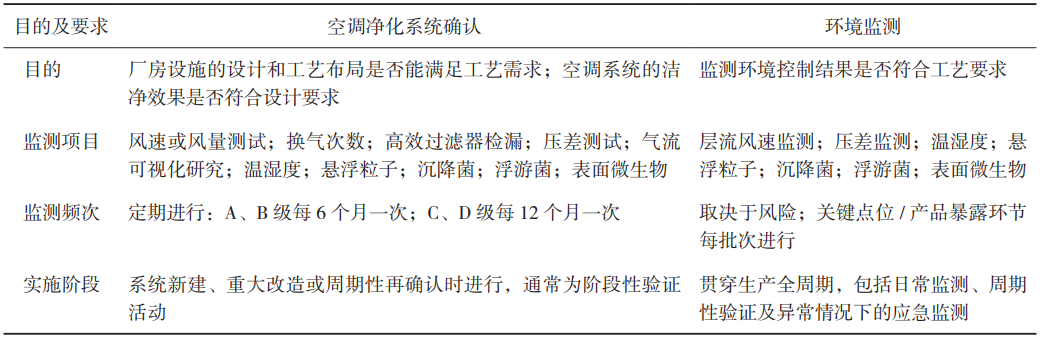
如前文所述,通过空调净化系统净化洁净区引入的外界空气,以清洁、消毒和灭菌方式清除进入洁净区物品可能附带的污染物,以期实现无菌药品生产环境可控。为证实上述控制手段是否能满足不同级别环境标准要求,需对其控制方式的有效性进行监测评价。空调净化系统确认与环境监测在监测目的、监测项目及其频次、实施阶段上均有一定的不同(见表 2),但二者又互为补充,前者是“过程验证”,后者是“结果监控”。当前一些无菌药品生产企业对于环境监测与空调净化系统确认间存在不同程度的混淆,通常按空调净化系统确认要求执行日常环境监测,加大日常监测任务的同时由于监测重点把握不准确反而造成日常监测靶向性不足。
表 2 环境监测与空调净化系统确认的区别
Part.04全生命周期环境监测程序的建立及实施
无菌药品生产过程采取全生命周期的方法创建和维护环境监测程序,是确保无菌药品生产质量的关键环节。这种全生命周期方法包括在建立新生产线、引入新剂型及新品种之前,基于风险评估原则确立微生物监测所需的合适取样点、取样频率及监测方法。根据环境监测性能确认结果,在为日常环境监测和批次相关环境监测制定取样计划之前,可能需要对取样点进行调整(主要是减少或增加)。另外,需要评估变更(如改扩建生产车间、工艺变更或设备搬迁)的影响,若评估结论为变更前后对目前所执行的环境监测程序的有效性有着明显影响,则需要对生产工艺、设备进行重新确认。值得注意的是,环境监测程序的设置原则应基于生产线或所生产品种可能潜在的风险,而非企业通常墨守成规的做法(如固定的取样频次、固定的警戒限和纠偏限限度值)。
4.1 完善的环境监测程序的制定
建立完善的环境监测程序是开展药品生产洁净环境监测工作的先决条件。首先,应明确不同洁净级别环境监测的压差、温湿度、悬浮粒子、沉降菌、浮游菌、表面微生物等标准;其次,需确定环境监测实施计划中取样点及频率、监测方法和培养方法、趋势分析及异常情况处理、记录和报告等规定程序。
4.1.1 监测项目的设置
悬浮粒子监测是对环境中微粒数量进行监测。通常采用计数浓度法,即通过测定洁净环境内单位体积空气中含大于或等于某粒径的悬浮粒子数,来评定洁净室(区域)的悬浮粒子洁净度等级。ISO14644-1 具体描述了悬浮粒子浓度对于洁净室和洁净区域的空气洁净度的分级。基于传统的粒子尺寸范围(如 0.5 μm和5 μm)规定了确认空气洁净度的方法。
空气微生物监测是对环境中沉降菌和浮游菌的水平进行监测。其中对空气中沉降菌取样是一种被动取样方法,而浮游菌取样是一种主动取样方法。药品洁净区沉降菌的监测按照《医药工业洁净室(区)沉降菌的测试方法》的现行国家标准进行,浮游菌的监测按照《医药工业洁净室(区)浮游菌的测试方法》的现行国家标准进行,浮游菌采样器可选择撞击式采样器或滤膜式采样器等。
表面微生物监测是对环境、设备和人员的表面微生物进行监测,方法包括接触碟法、擦拭法、表面淋洗法和柔性薄膜法。接触碟法是将充满规定的琼脂培养基的接触碟对规则表面或平面进行取样,然后置合适的温度下培养一定时间并计数,该方法适用于地面、墙面、操作者手套等规则平面的取样。擦拭法是接触碟法的补充,适用于不规则表面的微生物监测,特别是设备的不规则表面,擦拭法的擦拭面积应采用合适尺寸的无菌模板或标尺确定,取样后,将拭子置合适的缓冲液或培养基中,充分振荡,然后采用适宜的方法计数。表面淋洗法适用于对内表面有微生物污染的大面积的区域,通常使用无菌水与内表面进行接触后对其进行收集和测试。柔性薄膜法是使用含有培养基的柔性薄膜,将其表面以旋转滚动方式按压接触待取样表面进行取样。
4.1.2 取样点的设置
取样位置的选择需考虑洁净室设计和生产工艺过程。在取样点位置选择时需要考虑一些风险因素,如在实际生产过程中,微生物最有可能大量繁殖的位点;日常生产中最难清洁和消毒的位点;日常监测取样点必要的轮换;谨慎选择与产品暴露于环境中工序相邻的取样点等。取样点位数量取决于被监测的洁净级别、实际生产操作风险程度、监测区域面积等因素。关键点位的确定应结合产品自身属性、生产环境和人员操作等多方面因素,考虑包括工艺需求、产品直接接触或暴露情况以及操作人员人工干预的程度。以无菌药品生产的 A 级区为例,常见环境监测点位设置有灌装线上临近开放或灌装的容器、灌装操作所用限制进出屏障系统(RABS)或隔离器的手套、灌装线上层流罩下操作人员活动频繁的区域等。
4.1.3 取样频率的确定
GMP 无菌药品附录中对于取样频率和时间作出规定,如 A 级区关键操作(含设备组装阶段)应全过程监测悬浮粒子和空气微生物;B 级区可采取与 A 级区相似的监测系统,可根据 B 级洁净区对相邻 A 级洁净区的影响程度,调整采样频率和采样量。选择监测频率的一个关键目标是能够识别潜在的对产品造成污染风险的系统缺陷。对于某个取样点的测试频率或许可以小于对这个系统或区域的监测频率(如对取样点可以进行逐个轮换)。另外,取样频率的设定需结合法律法规、产品工艺、历史监测数据等因素,当取样频率改变时则必须进行风险评估,内容包括对历史和现有的改变取样频率取样点的数据总结,且在改变频率后需定期复核环境监测数据以证明改变后的取样频率的合理性。
4.1.4 培养方法的确定
对于环境监测的培养条件选择,国内外的法规或指南有所不同。《中华人民共和国药典》药品洁净实验室微生物监测和控制指导原则 [10] 规定,培养基一般采用胰酪蛋白胨琼脂培养基,培养温度为 30~35 ℃,时间为 3~5 天,当监测结果有疑似真菌或考虑季节因素影响时,可增加沙氏葡萄糖培养基,培养温度为 20~25 ℃,时间为 5~7 天。《美国药典》无菌生产环境的微生物控制和监测(United States Pharmacopeia Microbiological Controland Monitoring of Aseptic Processing Environments)指导原则 [11] 规定,常规微生物培养基,培养温度为20~35 ℃,时间不少于 72 小时,当发现污染微生物生产缓慢时,可以考虑延长培养时间。世界卫生组织疫苗生产设施洁净室环境监测指南(EnvironmentMonitoring of Clean Rooms in Vaccine ManufacturingFacilities)[12] 则要求,至少 2 种温度下进行培养,在 20~25 ℃,时间为 3~5 天;30~35 ℃,时间为2~3 天。
为避免培养基自身污染而导致洁净区产生污染的情况,建议采用湿热、辐射或其他合适的方式对环境监测用培养基及其包装进行灭菌,尤其是在A、B 级区域使用的培养基。如果使用自制培养基,应在传递到洁净区之前进行预培养和目视检查确认其没有污染。
4.2 环境监测程序全生命周期管理
基于建立的完善环境监测程序开展全生命周期环境监测,应在区域、产品或工艺的生命周期内,结合环境监测周期内监测指标的趋势分析情况,仔细回顾环境监测策略,以确保其受控状态,并定期重新评估环境监测策略执行的有效性。
4.2.1 趋势分析
环境监测指标警戒限度和纠偏限度的设定可基于单个样本点或具有类似设计或活动的相关样本组。应记录所有数据,并定期进行趋势分析。趋势分析包括但不限于:警戒限或行动限事件的增加、连续超出警戒限、超出行动限、微生物菌群类型和数量的变化等。应特别注意监测到难以控制的微生物时,如产孢子微生物和霉菌,这表明洁净室失去控制或正在恶化。通过日常环境监测数据来证明洁净区处于良好的运行状况,且各级别微生物控制在其受控范围内。
4.2.2 异常数据识别和处置
应当对生产周期内产生的环境监测数据进行持续性及定期回顾性监测,通过有资质的人员做出警戒限度和纠偏限度的决策。基于建立的异常数据处理程序,识别和调查偏差、不良趋势,并采取及时有效的纠正和预防措施。纠正措施通过对调查过程中的要素进行全面评估而形成,需针对偏差或不良趋势的根本原因进行对症施治。同时,所有纠正措施需要评估施行该措施对产品的影响。
4.2.3 监测程序的有效执行
在环境监测项目的整个生命周期内,如果发现风险高于企业风险评估时的接受标准,企业应当及时根据风险评估制定风险控制措施,或通过增加额外的取样位置来增加可检测性以确定事发的根本原因,进而采取针对性的纠正预防措施从而降低无菌药品生产风险的可能性。基于生命周期管理原则,完成的风险评估还应定期(如每年)进行回顾,以确保环境监测计划按预先设计运行。同时,也应注意当前采取的环境监测程序识别出的风险点,是基于目前采取的仍处于持续不断且螺旋上升的风险评估策略,风险评估团队的知识、经验和能力,以及取样局限性和测试技术等因素影响综合判定而来,并不意味着监测结果无异常就可以确定整个无菌制剂生产环境是绝对可靠的,应结合其他污染控制策略综合考量。
Part.05环境监测常见缺陷分析
全生命周期环境监测程序的建立及实施,本质上是一个正向反馈机制,是企业基于全面逻辑思考构建的实施程序,并从实施过程中得到的监测数据不断优化监测程序。而现实检查中发现企业在环境监测程序及其实施方面未能形成闭环管理的逻辑,其典型问题有环境监测程序建立不完善、风险点评估不准确、监测数据的真实性存疑、未能对监测数据进行有效利用。
5.1 环境监测程序及其应用
环境监测程序内容的合理性和可操作性应结合日常生产中发现的可能风险点进行综合风险评估,而非远离生产在质量管理办公室进行头脑风暴得出的一套管理文件。典型问题如下:
(1)某公司小容量注射剂车间小容量注射剂 2线上所用的无菌制剂灌封设备,该“设备常规确认报告”中的结论是,此灌封设备“符合”性能确认(PQ)方案中对于悬浮粒子计数的规定。尽管该方案中灌封设备区域设定了一定数量的取样点,但未能给出科学合理的解释说明,用于证明所选择的取样位置分别能够产生对关键区域有代表性的、有意义的结果。
(2)某公司冻干粉针车间冻干粉针剂生产线灌封间的在线粒子计数取样点选择合理性报告中的结论是,目前安装的在线颗粒计数器足以捕捉灌装线中 A 级关键活动区域的颗粒。然而,没有试验数据或科学依据证明所选择的位置在灌装区域连续监测是否充分合理。
(3)某公司二车间小容量注射剂生产灌装线上,现场动态生产时操作人员在胶塞装载和灌装传送带区域(产品仍敞口)多次进行人工干预(在此干预操作时,人员会从灌装线一边来回穿越到另一边,直接影响 A 级送风,可能导致胶塞和产品受污染),但该情形下的环境监测仍按照既定频次进行采集,未采取额外增加监测频次评估产品质量是否受上述操作影响。
5.2 环境监测数据的可靠性和完整性
环境监测数据存在取样过程记录、样品培养过程记录信息不真实、不可追溯等情况,典型问题如下:
(1)2023 年 10 月 12 日,检查员在对质检中心微生物实验室的培养箱进行检查时,发现环境监测和人员表面微生物监测样品不存在,这些样品本应在 A 生产线的无菌生产过程中采集。再如,从2023 年 10 月 6 日至 11 日,批生产记录中显示应该有 102 个培养皿,但实际培养箱中仅有 3 个培养皿。
(2)2022 年 6 月 2 日,无菌制剂大楼建筑物出入门禁记录显示,负责收集冻干生产线微生物监测样品的员工没有进入建筑物的记录,但是同一时间内门禁记录显示该员工进入质量控制大楼,且微生物监测样品已被记录在冻干生产线收集。
5.3 环境监测数据超标及趋势分析
企业未能对环境监测数据开展有效的趋势分析,也未对部分环境监测异常趋势进行有效识别、分析、调查与处理。典型问题如下:
(1)某公司未基于历史数值设置环境监测点位的警戒限和纠偏限限度值。如 B08 生产车间 B08生产线上的灌装线在 2022 年 2 月、3 月、5 月、10月生产期间悬浮粒子计数器监测显示 5 μm 粒子呈现连续多次阶段性超标趋势,但 2023 年企业在设置该区域悬浮粒子监测警戒限和纠偏限限度值时仍沿袭往年的标准。
(2)某公司无菌制剂楼三层 T10 车间粉针剂生产线上的灌装线操作人员在生产结束后进行表面微生物采样,培养皿经培养后,显示该员工身体多个部位的微生物数量超出警戒限和纠偏限。该公司于 2022 年 9 月 3 日启动偏差调查直到 2023 年1 月 23 日才关闭,但最终调查结论为“培养基可能在处理或转移过程中受到污染”。说明偏差调查不充分,且未评估调查的 4 个月期间所生产产品的风险。
Part.06结语
药品生产洁净环境监测是药品生产污染控制策略的重要组成部分,直接反映药品生产企业在无菌保障、风险管控等方面的能力和水平,也体现了企业对于所生产的无菌药品洁净区厂房布局、生产工艺、清洁和消毒等方面的理解和实施情况,更是无菌药品检查的重点内容 [13-14]。
本文首先阐明了无菌药品环境监测法规要求,其次从 GMP 检查视角厘清其与环境控制、空调净化系统确认等易混淆概念的差异,并就如何建立全生命周期环境监测管理程序进行探讨,最后对无菌药品生产检查中发现的环境监测方面典型问题进行举例分析。企业可据此评估目前实施环境监测程序的有效性,持续优化质量管理工作,确保无菌药品质量可靠。
此外,无菌药品环境监测数据的可靠性和完整性是确保环境监测全生命周期质量管理工作有效开展的重要前提,直接影响产品放行科学性和监管评估准确性 [15-16]。近年来,FDA 检查尤其关注无菌药品生产企业环境监测实施程序细节(如微生物监测取样时间、培养周期),提示无菌药品生产企业需强化全生命周期管理的意识,确保数据可靠性以保障药品质量安全。
参考文献
[1] 颜若曦 . 无菌药品污染控制策略要点探析 [J]. 医药导报,2023,42(9):1424-1429.
[2] 武雅文,王莹,车阳,等 . 国际微生物污染相关药品召回回顾分析(2013-2019)[J]. 中国现代应用药学,2021,38(15):1870-1877.
[3] 赵嵩月 . 欧盟新版无菌药品附录主要变化点及对我国无菌药品生产管理的启示 [J]. 广东化工,2023,50(12):98-100.
[4] 陈春凌 . 新版 GMP 无菌药品生产环境监测探索 [J]. 世界最新医学信息文摘,2017,17(41):169-171.
[5] 胡士高,罗京京,窦颖辉,等 . 安徽省无菌药品生产企业新版 GMP 认证检查缺陷分析与对策研究 [J]. 机电信息,2014(20):6-9.
[6] 丁天宇,班永生 . 2022 年安徽省无菌药品生产企业监督检查发现的问题及建议 [J]. 海峡药学,2024,36(9):123-126.
[7] 芮雪,叶六平,胡士高 . 安徽省高风险药品生产企业依职责 GMP符合性检查风险分析与对策 [J].药学研究,2024,43(10):1029-1034.
[8] 陆德,许文艳,葛渊源,等 . 美国食品和药物管理局2019—2023 财政年度 GMP 检查缺陷数据分析 [J]. 中国药业,2024,33(23):16-21.
[9] 中华人民共和国卫生部. 药品生产质量管理规范(2010年修订)[EB/OL]. (2011-01-17)[2023-03-04]. http://www.linjec.com/download/2013121838310173.pdf.
[10] 国家药典委员会 . 中华人民共和国药典:药品洁净实验室微生物监测和控制指导原则 [S]. 2020:506-516.
[11] United States Pharmacopeial Convention. United StatesPharmacopeia (43rd ed.): General Chapter <1116>Microbiological Control and Monitoring of AsepticProcessing Environments[S]. 2020:697-707.
[12] World Health Organization. Environmental Monitoring ofClean Rooms in Vaccine Manufacturing Facilities [EB/OL].(2012-11) [2024-12-24]. https://www.bopuyun.com/document/3018787760487?zch=seobds,seo360.pdf.
[13] 颜若曦 . 世界卫生组织生物制品检查要点与典型问题研究 [J]. 中国医药工业杂志,2022,53(7):1049-1055.
[14] 王丹,杨敬鹏 . 结合 PIC/S GMP 无菌药品附录修订探讨国内无菌药品生产现场检查策略 [J]. 中国生物制品学杂志,2023,36(11):1403-1408.
[15] 颜若曦,曹轶 . 药品生产企业数据可靠性缺陷分析 [J].中国药物警戒,2018,15(1):20-23.
[16] 舒璐俊 . 药品生产企业数据可靠性缺陷分析 [J]. 世界最新医学信息文摘,2019,19(A1):259-260.
邵丽竹
何发
相关推荐
-

药物3D打印技术及其在药学领域中的研究进展
3D打印技术作为一种增材制造技术,以其个性化、高精度和复杂结构制造的优势,近年来在制药领域取得了显著进展,逐渐成为新药研发和生产的重要手段。
2025-11-21
-

-




热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

2025年度中国医药工业主营业务收入前100位企业发布!哪家企业上榜?
2026-07-13
-

预灌封注射剂生产工艺管理要点概述
2026-05-12
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

论医药洁净区空间消毒 / 灭菌的常用方法
2026-06-26
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多