微反应器技术的连续工艺

在精细化工和制药行业,生产过程中通常采用间歇或半间歇工艺。在生产活动中,通常以生产线方式来操作,加入关键物料并最终得到结晶产品。这一工艺的基本操作单元是反应和再处理步骤。间歇或半间歇工艺相对于连续工艺具备有两大主要优势,即灵活性和设备的多功能性。反应釜的灵活性在于它可以轻松调节复杂的反应动力。在半间歇操作中,加料时间通常是有速度限制的;而在间歇操作中,这一反应时间可以通过反应动力来调整。不同的反应界面(如:固-液-气),以及各种后续操作步骤,如蒸馏、液液萃取、结晶等都可以在同一个反应容器实现。
基于Lonza Exclusive Synthesis的对22大工艺的分析(见图1),产品的生产周期通常持续4~8周,产量为1.5t/d左右,相对于大规模化学工业来说比较低。一旦生产完成,则需要进行严格而精确的清洗程序,以备下一个产品生产(2~3周)。在能够保证产品高质量的情况下,为了优化后续操作步骤,龙沙公司更倾向于无中间再处理步骤的连续操作。即使在这一情况下,再处理步骤的平均数依然略高于反应单元的数量(2.7 :2.1)。反应后直接进入后续操作步骤,可以减少副产品生成和再处理步骤的数量,在选择的过程中需要格外注意。虽然平均每步77%的收率(通常包括连续反应)可以进一步提高,但这一过程优化始终具有内在的限制,只有通过创新技术,才可能满足更高的工艺需求以及成本的优化。
对于大规模化学品生产来说,单一的连续生产的工厂早已被证明是最经济的。然而,一些医药和农业企业,由于其相对产量较低,并且大部分产品生命周期较短,为了节约资本投入,一般都采用多功能性工厂。到目前为止,基于连续工艺技术的多功能工厂在精细化工和制药行业中占有优势。这种设备既具备大规模化工产业连续生产的效率,又满足了精细化工领域所需的设备灵活性以及多功能性。本文主要研究龙沙现有工艺可以从连续生产工艺中获益多少以及连续性反应器的要求。特别说明的是,微反应器技术十分符合相对产量较低的医药行业的要求。由于各有优势,所以就出现了对连续生产与间歇生产的成本分析。
01
多功能使应用更广泛
根据详细分析,精细化工和制药行业的反应根据其动力学原理可划分为3个等级。其中值得注意的是,目前超过70%的这类反应都以半间歇方式操作。反应活动受控于某种物料的用量,最终造成反应釜相对反应体积过大,空时收率较低,而原则上连续运行的反应釜会更适合这类反应动力。
对这些已证结果在持续流程中进行了再分析(见图1),确立了3种反应类型,连续性生产过程对这些反应都起到积极作用。
A型反应: 非常快,半衰期<1sec。这种反应主要发生在混合区,并且受控于混合工艺(微观混合领域)。其中,流量和混合装置的形式起着重要作用。并且需要微观结构组织对当地温度梯度进行控制。A型反应涉及多种活性物质,如:氯、溴、胺及酰氯,并往往在0℃左右形成,有机反应(锂和格式反应)也属于这一类型,通常有对低温的需求。
B型反应:速度快,发生速度介于1~10sec。它主要由动力学控制,然而,这些反应也受益于微结构,使它能更好地对热流量以及反应温度进行控制。常规的系统,例如:管壳式换热器,通常由于较少的选择性而产生高温度梯度(见图2)。混合对这类的反应并不是很关键,降低压力会将可使用停留时间模块完成反应的可能性也降低。如果能够保持相同区域的体积比,将可避免规模化问题的出现。
C型反应:缓慢反应(反应时间>10min),从动力学上看,这一反应比较适合间歇式流程,但连续性反应会更加安全,并且具有质量优势。事实上,进行连续的热危险性反应或自催化反应可以看做是反应体积,因此,潜在的风险被大大降低。流程中需要短期暴露于高温,同时压力会受益于这种持续性反应,而分批反应很难实现这种效果。在设备方面,较长的停留时间模块是必要的,并且需要常规技术,如:静态混合器、管壳式换热器。微反应器的使用是基于热量的突然产生(催化作用)的要求。
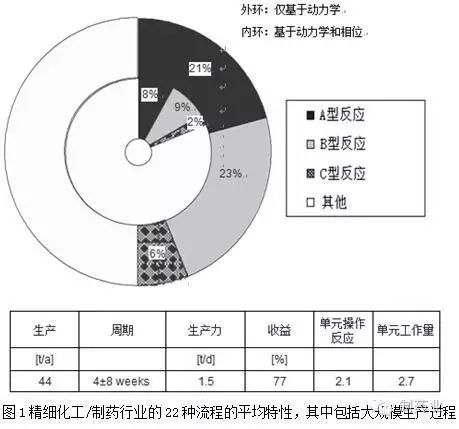
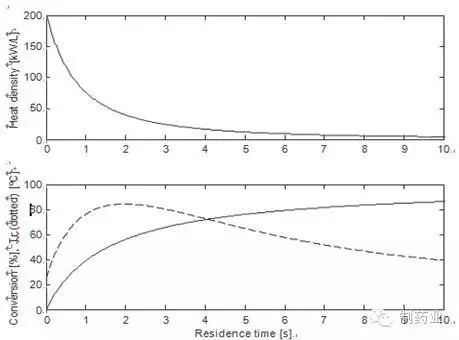
图2芳香胺和双乙烯酮在一个管式反应器中,真实情况下经过乙酰化,并通过电脑模拟得出测量的热密度,用于停留时间和转换的功能报告中。反应的半衰期约为1.5sec,所以主要分布在动力情况中(B型反应),二阶反应说明了大部分的热密度都分布在反应的初始时期,在这种情况下,小的传统管(直径3㎜)无法提取足够的建立在流体力学(Tr)和导热液之间的热量和温度梯度。反应初期需要使用微反应器,然而一旦最初的热密度被消耗(99%的转换耗时154sec),便可使用常规的(非微型)停留时间模块。以下参数可用于仿真模拟:传热系数500w/㎡/k,流体热容量2kJ/kg/k,二阶动力学常数0.363l/mol/s,焓180kJ/mol,双乙烯酮与胺浓度15%,传热流体在25℃恒温时,未考虑活化能。
对于A型与B型反应来说,需要一个微反应器以实现有效的连续生产(至少有较大的绝热温升)。实际上,应用微反应器的主要动力之一就是其较强的局部热发生,也就是较高的热密度(单位w/l,瓦特每升,见图2)。间歇反应器中较高的局部热密度通常会转化为局部温度梯度,这将降低选择性。带有集成热交换性能的微反应器可以解决此问题。
除反应动力学外,需要考虑连续过程的另一因素是所涉及的不同相态(固-液-气)。在研究的反应中,高于60%的反应中存在固体,作反应试剂、催化剂或产品用。根据龙沙的经验,当前使用的微反应器在处理固体时效果较差。到目前为止,多用途的微反应器还局限于均相反应,且在一定程度上局限于气-液和液-液反应。这个声明对微反应器设备的广泛应用非常重要。当考虑多种相态并将涉及固体的反应排除后,微反应器技术的可候选数量将显著减少(见图1)。因此,与反应容器有关的各种用途仍然是间歇生产的一项重要优势。此项技术的发展趋势是开发模块化的可处理固体的微反应器,例如拜耳-埃尔费尔德微技术公司(BTS)开发的微射流混合器。
总之,在精细化工和制药工业中,本技术实现成功应用的一个条件就是微反应器的多功能使用。在此领域,不可能为某反应开发特定的反应器,这是由于反应器的数量巨大且研究资源受限。如前所述,一个工具箱式的概念是必要的。对于不同物理化学特性的反应来说,需要开发一些模块化的微反应器,进而根据反应类型在连续设备中灵活应用。通过为特定反应类型开发合适的设备,可使生产装置适应化工过程而非使化工过程适应生产装置。当前材料科学与过程仪表的研发也应考虑到连续过程和微反应器技术广泛应用的有效实施。
02
提高产率收获更大效益
当特别考虑制药和农业生产时,需要依据产品的寿命周期区分不同的情况:
小规模生产提供临床前和临床第一阶段(I)的研究:在临床前和早期临床研究中,研发速度是最重要的因素。目前,对3~4步的项目来说,公斤级产品的交付时间大约为4~6个月。高度自动化的实验室微反应器系统通过高通量实验可以加快研发过程。研发过程是关系到此阶段运行费用支出最重要的事项,较快的过程开发可以显著降低成本,同时可以加快整体研发速度。
小批量生产获得临床第二和第三阶段(II和III)的原料:此阶段主要关注质量问题。适合反应动力学装置的使用可以改善产品质量,尤其对A类型反应更是如此。此外,基于微反应器的连续小批量生产基本不存在放大问题。在时间和质量方面,利用平行化方法避免放大的优点是微反应器应用的一个强大动力。
最后是产品上市后的商业化生产:一旦供应链和质量被确定,生产成本便成为主要动力。整体来看,商业化生产是最重要的阶段,因为这才是实现利润的地方。基于微反应器技术的连续过程必须有清晰的附加值,来与现阶段使用的间歇生产技术竞争。成本优势可以来自资本支出(CAPEX)的降低以及/或操作成本(OPEX)的减少。下部分将给出两种支出在大规模制药生产上的成本分析。
一个多用途的间歇过程由多种类型的设备组成。设备成本按照降序排列为:过滤干燥器>真空泵>反应器>带曝气的剂量枪>高位槽>洗涤器。值得注意的是,反应器并不是所有设备中最昂贵的。除了中心带夹套的容器外,还需要其它设备部件,如密封搅拌器、加热和冷却系统、取样环、放料单元以及冷凝器等。不过,即使是设备加上其余额外成本,如管道、电力、过程控制、工程以及试运转,一个间歇反应器也仅占总成本的15 %。
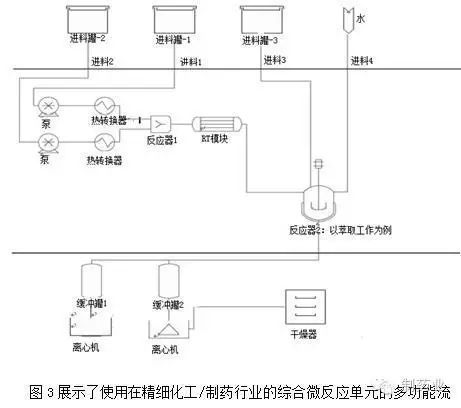
尽管可以想到多用途生产设备的建造完全依赖于连续技术,但步进过程仍是目前最符合实际的。通过用连续反应器(例如微反应器)取代某一间歇式反应器,同时保留一个传统的间歇设备,的确可以实现连续过程的整合(见图3)。根据这种构造,微反应器单元(由泵、流量控制、阀等部件构成)将不比间歇式反应器廉价。小规模生产设备也有相似的资本支出。
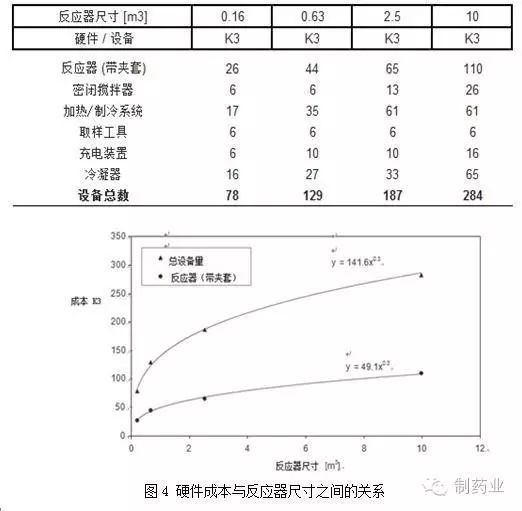
对大规模生产设备来说,微反应器系统的资本支出甚至可能高于间歇式反应器。硬件成本与反应器尺寸之间的关系(见图4)说明,间歇设备的放大系数非常低(n=0.3),其主要含义是:首先,这说明通过增大反应器尺寸获得的体积和面积与较高的成本增加不相关联,因此,更高空时产率的分析并不是连续过程一个有说服力的论据;其次,这给微反应器的数量增加方法带来压力,考虑到技术的当前状态,企业肯定不希望降低放大系数。
在生产活动中,原材料成本占整个操作成本的比例为30%~80%,这取决于产品与API的距离。原材料包括起始材料或中间体、试剂以及溶剂等。中间体的复杂性和成本与到API的过程相关。因此,产率和质量的改进很大程度上影响着生产成本。这是节省微反应器成本的主要潜力,同时也是主要挑战。
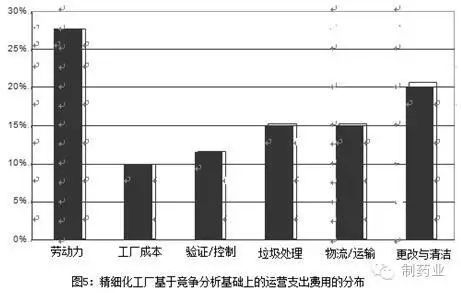
其余操作成本的典型分布(见图5)中没有主导因素,尽管劳动力、切换和清洁是最重要的部分。可以通过提高产量(生产率)来降低人力成本。高度自动化的连续过程不仅可以稳定产品质量进而减少质量控制/质量保证需要,还可以减少过程操作需要的人员数量(减少劳动力)。与间歇生产相比,连续过程的切换和清洗成本是多用设备的内在缺点,不应完全不同。当然,产率也直接影响着劳动力、设备和废弃物处理成本。
03
科学与技术小结
基于一些专用合成过程,50%的反应将从连续过程中受益。对于大部分这些反应(44%)来说,微反应器将是首选反应设备。不过,这些反应中一大部分不能在微反应器内进行,这是由于目前可用的设备不能用来处理固体,至少不能满足多用设备需要的灵活性和多功能性。
一个连续多用设备的投资成本与间歇设备类似甚至更高。显著降低成本寄希望于产率的改进或者人力成本的降低,这依赖于更高的自动化水平。另外,微反应器技术可能使一些新的反应线路成为可能,例如无溶剂反应、危险反应以及特殊反应的控制,如氧化和氟化等,尽管这方面的经济效益很难评估。
微反应器会给精细化工和制药行业生产带来革命化改变吗?尽管现在给出一个确定的答案还为时过早,但还是可以从本研究获得两点结论:有必要开发更加灵活和多功能性的,并可以处理固体的微反应器,使其可以广泛用于多用连续设备中;与间歇生产相比,由于其较高的投资成本,故产率的提高是十分必要的。
撰稿人 | 龙沙公司
责任编辑 | 胡静
审核人 | 何发
邵丽竹
何发
热点文章
-

几种典型制药工艺流程图分析
2025-10-11
-

阿司匹林合成工艺及装置改进
2025-10-21
-

qPCR技术:药典 2025 版下生物制品2小时无菌放行方案
2025-09-10
-

辐照辐照灭菌技术在制药行业中的应用灭菌技术在制药行业中的应用
2025-10-11
-

中药颗粒剂生产中的现代化工艺改造
2025-11-04
-

2025年50家头部药企的竞争格局与核心趋势分析
2025-10-21
-

浅谈非最终灭菌产品制剂车间无菌工艺模拟试验中的要点与设计
2025-11-18
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多