20周年特辑 | 偏差管理在药品研发质量管理体系中的应用

正是因为对偏差的认识不足,目前研发机构的偏差管理非常混乱,有些机构缺少偏差管理程序,即使有偏差产生也没有认识到;有些机构虽然起草了偏差管理的SOP(标准作业程序),但是在执行层面上仍然对偏差处理存在困惑。这些问题导致药品研发机构的偏差管理既不能满足法规监管的要求,也无法发挥偏差作为质量管理体系改进工具的作用。对此,本文接下来将对偏差管理的特点、实施流程及常见问题等进行探讨,为药品研发人员提供思路。

偏差管理的意义
偏差调查是查找根本原因并彻底纠正的过程,在调查时不允许浅尝辄止,纠正时不能“头痛医头脚痛医脚”,这种以终为始的工作思路能够有效地防止类似问题不再发生,显著降低企业成本。

研发偏差的特点
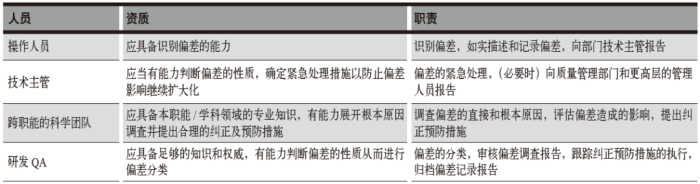
表1 人员资质及职责要求

研发偏差实施流程和关键控制点
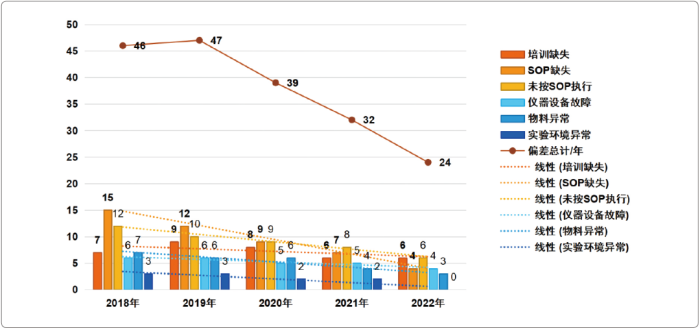
图1 某研发系统趋势分析统计
(5)最后,折线图直观呈现了该研发系统自2018年至2022年每年的偏差数量逐年降低,说明该研发系统质量管理能力及管理效果逐年提升。

偏差常见问题及原因分析
一致性:在整个报告中同一名称的专业称呼要保持一致,并与法规或SOP中的用词一致,不要使用方言或俗语;结论与分析结果、因果关系、支持理由、逻辑等要保持一致;数据和图表最好采用一致的格式。

总结
撰稿人 | 邵玲、叶刚
责任编辑 | 胡静
审核人 | 何发
邵丽竹
何发
热点文章
-

几种典型制药工艺流程图分析
2025-10-11
-

阿司匹林合成工艺及装置改进
2025-10-21
-

辐照辐照灭菌技术在制药行业中的应用灭菌技术在制药行业中的应用
2025-10-11
-

中药颗粒剂生产中的现代化工艺改造
2025-11-04
-

《药包材GMP(2025)》与药品GMP深度对比:核心差异、新增要点与实施指引
2025-11-25
-

2025年50家头部药企的竞争格局与核心趋势分析
2025-10-21
-

一文看懂新药研发到上市的全流程
2025-11-25
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多