智能连续生产模式在保健品行业生产中的应用
随着科学技术的发展, 高科技以及智能化等新技术使用越来越广泛, 智能制造已经成为未来行业发展的趋势。本文以汤臣倍健智能生产模式为例,主要对智能连续生产模式在保健品生产中的应用,并对其智能、产品周期、库存、工作量、能耗、质量、安全等几大优势的应用控制和说明,将智能制造的优势运用于保健品行业生产中,实现保健品操作、产品周期、库存、质量、能耗、安全等方面全部自动智能化控制,确保保健品全面生产智能化和升级控制,更好的保证产品质量安全。
随着科技的发展,智能制造模式正在成为制造中技术竞争和产业保护的新热点和新的风向标,世界各行各业对智能制造技术展开了规模的研究、试验与探索,其生产效率、风险控制等均较旧生产模式有较多优势,在饮料、汽车、电子、农业等行业中已经实现智能制造模式
,而国内保健食品制造业大多仍采用传统模式进行生产。传统生产模式存在劳动量大、生产效率低、厂房利用率低、耗能、质量控制安全系数低等弊端
,已不能满足产能日益增长,质量安全不断提高的客户需求,故制造业快速引入一种新的智能连续生产模式也显得至关重要。目前国内保健食品制造业实现智能连续生产这一新模式且形成规模化和标准化的标杆企业也是为数不多,而汤臣倍健是这为数不多企业之一。
本文以汤臣倍健股份有限公司某片剂保健品的生产来阐述智能连续生产模式在保健品生产过程、产品周期、库存、工作量、能耗、质量控制、安全等方面的构建进行模块化以风险智能化控制
,以确保智能连续线保健品生产高效率、低成本、质量得到保证,为消费者提供更安全优质的保健品
。
智能生产(Intelligent manufacturing,IM)是一种由智能机器和人类专家共同组成的人机一体化智能系统,它在制造过程中能进行智能活动,诸如分析、推理、判断、构思和决策等。通过人与智能机器的合作共事,去扩大、延伸和部分地取代人类专家在制造过程中的脑力劳动。它把制造自动化的概念更新,扩展到柔性化、智能化和高度集成化,在制造过程的各个环节几乎都广泛应用人工智能技术
。专家系统技术可以用于工程设计,工艺过程设计,生产调度,故障诊断等;也可以将神经网络和模糊控制技术等先进的计算机智能方法应用于产品配方,生产调度等,实现制造过程智能化。
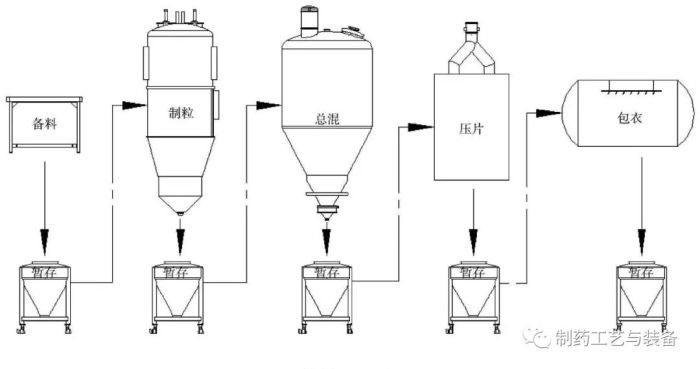
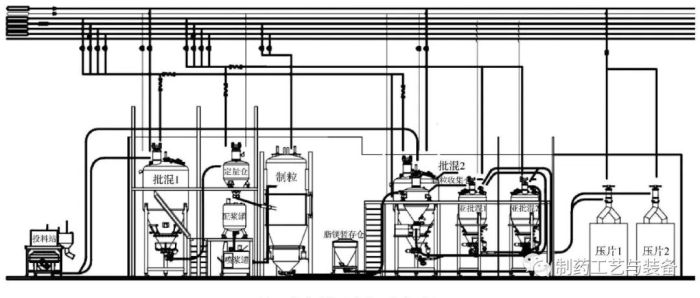
现以某保健品生产工艺为例进行说明,某产品生产工艺为:备料—制粒—总混—压片—包衣—分装,步骤为:原辅料接收后通过粉碎、过筛、称量进行备料分批置备料间后将原辅料按批进行制粒预混、制粒、干燥、整粒,将收集整粒所得物料暂存中间站,待总混后将上述所得物料运至总混间进行分机总混
,总混所得物料暂存中间站待压片工序用,压片时将总混后所得物料转运至压片间进行分机压片,压片所得物料再次运转至中间站暂存待包衣用,包衣时将压好的片子转运至包衣间进行包衣。检验合格后进行分装见(图1)。在保健品传统模式整体生产过程中,每一步均是独立完成;操作主要是各操作间物料大量来回运转,劳动强度大,安全系数得不到保证
;上道工位未完成时下道工序不得开始生产造成等待、耗能以及质量检验为离线检验,质量重现性差等问题,产品质量无法得到保证。
图1 传统保健品生产流程图
传统生产模式质量管理模式是以检验结果为主的质量管理模式,此模式在产品研发时以传统固有的思维进行设计,在设计过程中注意考虑过程对接、物料标准、生产标准以及放大标准制定不够完善,在后期研发试产时会对保健品质量产生隐患
,也包括新的危害,新的风险,新的管理手段等进行投入和管理,由于从业领导的理念、技术能力及资金等各方面的缺陷,对于研发层面,即产品及生产过程中的新风险、新危害和新的管理技术等往往忽略投入,而在生产过程中质量监控则往往处于不了解不实施的状态。,或者虽有若干体系认证证书却疏于理解和落地运行,形成纸面化导致无法对保健品生产进行全方位监控和控制,产品质量安全无法保证。
智能连续生产指在一段时间内不间断提供原料并生产出终产品的过程,这相对于传统生产而言是一种全新技术,连续化的生产是真正的单件流,连续不断的流水作业,从投料、制粒、总混、压片、包衣、分装,整个生产流程通过连续化生产线一气呵成。通过设备和控制系统设计
,使得每一单元操作之间物料不间断通过直至成品输出,在质量控制上,每个生产环节均采用连接和智能操作计算机控制,每个环节端口进行指令传输,借用计算机软件系统,对各生产环节进行节点设计,将需要进行控制的地方和节点进行质量软件的编写
,
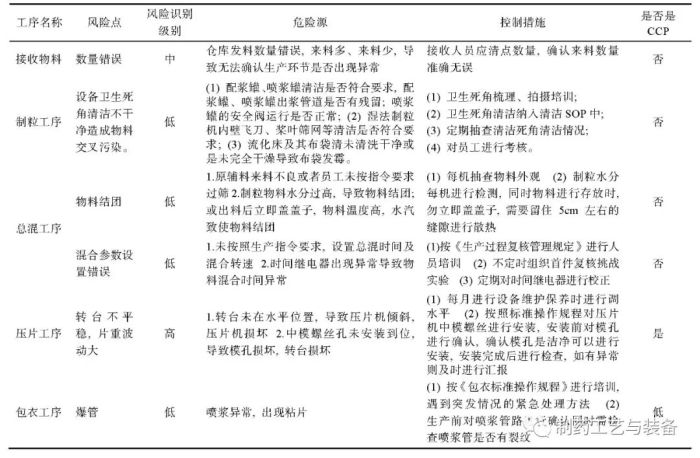
生产时进行系统控制,可以极大的避免人为差错以及污染,以及安全预警、环保系统的录入等;极大的有效的进行数据积累,引入过程质量控制中的HACCP原理以及数理统计方法,见表1建立企业质量信息管理功能集成模型,协助用户发现和控制影响产品质量的关键因素,实现产品质量管理
。
表1 片剂保健品生产过程危害分析表
根据HACCP原理,利用智能制造的优势将物料用密闭管道输送,使连续化生产在密闭环境下进行,配料工序将制粒和亚批混的料(润滑剂、助流剂等除外)配好后通过自动投料站配送到批混合机,批混1的物料在混合均匀后,通过定量
分料仓准确计量分机用量,按分机用量进入一步制粒机中造粒,粘合剂由自动配浆系统配制好后按照每机用量准确加入,配浆系统连续自动配浆,通过在线水分实时监测结果和造粒时间判定终点。完成制粒的料从一步制粒机出料到亚批混合机,出料过程中通过颗粒收集仓完成整粒。2台亚批混合机交替混合,混合机从批混2中按每机用量拾取外加辅料
,硬脂酸镁单独加入,2台混合机交替工作压片,出料通过输送带将片剂输送到连续包衣机,包衣机按设定配方和工艺参数完成包衣并控制其风险,见图2。
图2 智能连续生产线工作流程图
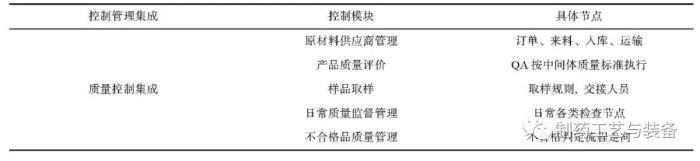
针对保健品智能连续生产的模式,质量管理系统采用计算机软件控制方式,通过权限控制,有操作权限的人员才能在服务器中写入样品的产品名称、产品批次检验路径等信息以及供应商相关信息,且需要管理人员审核后,才能进行下步骤操作
,
贯穿于智能连续线保健品生产订单、运输、原辅料检验、称量备料、制粒、总混、压片、包衣、包装入库等过程生产环节,并对进货检验管理、岗位信息修改、新增批次、基础信息管理、供应商管理、质量保证、系统集成等进行在线和软件控制管理,见表2,有效帮助提高生产效率、实现数据共享,实时掌控生产状态,确保产品质量安全
。
表2 质量系统控制板块模型表
保健品连续生产模式改善了传统生产模式生产现场存在的一些安全隐患,如需要人工辅助操作的高空投料、高温作业、料斗提升等容易发生安全事故的生产现场在连续生产中已经不复存在,这也减轻了企业安全管理的负担。其次,在生产线空间利用率以及布局方面,安全通道、设施
,安全报警系统相均采用计算机或智能自动感应装置,且各接口和端口之间均可自动信息传输,直接进行总机连接,且操作人员采用权限管理,系统全天候进行监控设备占地面积缩小,空间利用率高,这改善了传统生产安全工作存在的疏漏
,极大的保证
了整个厂区生产安全。
连续生产模式缩小了生产空间,净化空气、纯化水、压缩空气的使用量有显著的下降,能耗有显著的降低,同时连续生产大量减少辅助设备,如料斗、物料收集桶、卡板等,减少清洁量的同时也减少污水的排放,这相对传统生产,连续生产为企业带来较好的节能减排效果。另外,传统生产模式由于物料不断的中转及工艺缺陷,生产过程中容易产生粉尘,而连续生产是在密闭的容器或者管道里进行,使得粉
尘得到有效的控制,降低了粉尘对环境卫生的威胁的同时,也极大的改善了职业卫生环境
。
智能连续线是由不同的设备进行组合,设备采用管道连接,经过系统控制,生产过程高度智能,质量管理系统能够在生产过程中对设备风险进行监控,并进行全面数据分析和把控,再根据智能系统的特点,在每个设备端口设计运行控制参数、以及巡检标准项、设备保养
检查项,在系统中进行细化并进行在线管理,同时利用系统数据收集、分析和判定标准对每个零部件、设备管道、模具进行使用寿命判定
,并
及时更换和保养,极大的减少了质量事故保证设备安全生产。
智能连续线控制系统是利用计算机技术和管理思路为保健品行业建立一套行之有效的管理模式,通过智能连续生产系统的管理可以使保健品生产企业组织架构、人员管理、决策管理等方面进行全面控制和管理,同时智能连续生产系统在整个保健品生产管理过程中有产品生产中人员资质、现场控制、人员纠错、复核等信息进行整合分析和把控、提醒,从而使人员操作、资质、质量控制等的每一个过程均得到有效控制,实现保健品从原料、生产、销售等全方位的人员数字化和信息化透明控制,保证产品生产质量安全管理和人员管理可追溯和系统
化
。
保健品的智能连续生产涉及到产品质量安全、法规以及技术等方面的问题,是一个综合性的系统问题,需要每个环节均进行控制和管理到位;方可最大限度的实现智能连续生产效率、厂房利用率、人均产出、安全系数、环保系数等方面均提高,生产企业以及整个行业才能规范和
持续
。
利用互联网的功能,更加丰富地增加集成和数据存储;人工智能和自动化技术,通过云与高度可配置的计算资源紧密相连。这样可以快速创建共享和发布服务器、网络和其他存储应用程序;将各种需要的设备进行整合和连接,在设备与设备之间采用系统或计算机技术进行连接和控制,设备连接端口进行控制,从整个保健品生产周期进行控制如:原料选入追踪、入库检验、物料领出、生产备料、制粒、总混、压片、包衣等工序和设备的连接、控制,将操作要点、设备参数、设备控制、设备稳定性数据、设备应急预案等均在系统中进行录入,生产操作时则可实行无人化以及
自动化
,
大大减少人员搬运以及劳动强度,保证安全智能高效生产。
在整个保健品行业现有生产企业中,风险评估的有效识别、执行和控制是保证保健品质量安全的有效手法,智能连续生产过程中,利用智能化和信息化的计算机技术,可以将ISO质量管理体系、HACCP原理、各种质量控制方法和手法以及计算公式在系统中进行开发,将一系列可用于质量控制原理和在线检测的仪器进行设置和安装,在工序原辅料反馈、工艺参数控制、不合格品控制、现场异常问题预警等方面的
评估,利用计算机进行控制和数据预警,将以结果为导向的模式推动到过程重点监控结果
的模
式,实现人工智能和自主判定和纠错可以有效的保证保健品质量安全。
在信息飞速发展的今天,各保健品企业对自身严格要求的同时也需注重跨行业的交流如:IT行业、制造业、电子业、人工智能、精益生产等;可以将其他行业新型技术对现有保健品智能连续生产线进行改造和升
级
,在
合规的情况下实现交流和进步;利用多方监控和检测,收集多方数据,利用计算机大数据分析,对保健品生命周期内进行全方位提前预警,以及使用人群进行分析,提前预知风险,保证产品质量,实现膳食、保健精准补充,提高顾客满意度。
在未来生产模式会出现翻天覆地的变化,自动化、智能化、AI等技术的应用,各行各业需要加快跟进步伐,在高度智能的生产线或工厂中,就需要各类专
业
人
员或组成的团队,建立计算机运行安全小组、检验员技术小组、工艺技术小组、设备技术小组、质量审计小组、质量构造研发应用小组等专业的团队,对研发、计算机、设备技术、生产质量管理规范执行、质量管理法规的控制等方面进行全方位的深入,为保健品生产提供第一时间的有效数据,及时预防和止损,最大限度的保证产品质量安全。
在生产高度智能的今天,其主要操作和控制的主体为人,提高员工专业技能和质量意识则为企业的重中之重,在信息极度不对称的今天或在信息高速转播的未来,智能生产已对人员要求越来越高,需要人员技能为全方位和综合性的,更需要的是奋斗的精神和大国工匠精神,教育和培训则是以上的基础
,只有不
断的培训和重视培训,则企业人才储备和人才技能均会得到飞速提高,使企业更具有竞争力。
基于数据和平台提供后市场服务,物联网与服务交融实现商业模式创新。物联网协助制造企业更有效捕捉和预测市场需求,创造动态化、个性化的智能服务、咨询服务、数据服务、物联网金融与保险等新的服务种类。这类应用将打破企业原来的边界,从全社会的维度思考制造资源的优化,客户和制造端的互动以及各种商业模式的创新,企业需要评估自身业务需要,明确商业目标、相关流程和预期结果的范围,在考虑技术可扩展性、性
能、带宽经济和技术创新等级后,才能对数据和物联网系统的处理架构做出明智的选择
。
随着全球新一轮科技革命和产业变革兴起,加上我国制造业转型升级。智能制造在全球范围内快速发展,已成为制造业重要发展趋势,对产业发展和分工格局带来深刻影响;以智能生产为代表的未来智能制造业是一种理想的生产系统,能够智能编辑产品特性、成本、物流管理、安全、信赖性、时间以及可持续性等要素,从而为各个顾客进行最优化的产品制造,节约创新技术、成本与时间,还拥有培育新市场的机会。本文阐述了智能连续生产模式的优势,并对其智能、信息集中、设备控制、产品质量控制、安全、环保等几大优势方面进行说明。智能连续式生产的应用,实现保健品操作、产品周期短、库存、质量、能耗、安全等方面全部自动智能化控制,确保保健品全面生产智能化和升级控制,更好的保证产品生产质量安全。
[1]李晨光,王春凤.风险管理模式在保健食品监管中的应用[J]首都医药,2011,18(21):57-58.李玲玲,王炳 风险管理模型在保健食品监管中的应用[J].资本医学,2011,18(21):57-58.
[2] 许文才,付亚波,李东立,等.食品活性包装与智能标签的研究及应用进展[J].包装工程,2015,36(5)1-10.Xu WC,Fu YB,Li DL,et al.食品活性包装与智能标签的研究与应用进展[J]包装工程,2015,36(5):1-1 0.
[5]黄敏欣,赵文红,白卫东,等.肉及肉制品中单增李斯特菌的研究进展[J].肉类工业,2015,3 45-49.Huang MX,赵伟,白WD,et al.肉制品中单核细胞增生李斯特菌的研究进展[J]肉印,2015,3 45-49.
[6] 中华人民共和国商务部.阿联酋食品安全国务部长介绍国家食品安全战略[EB/OL].[2019-1-30].http://www.mofcom.gov.cn/中华人民共和国.阿联酋食品安全国务部长介绍国家食品安全战略“[EB/OL].[2019-1-30].http://www.mofcom.gov.cn/
[7] 张敏,孟鑫,班达里B,等.生鲜气调包装薄膜与气体研究进展[J].食品科学营养学研究,2016,56(13):2174-2182.
[8] 李旭,罗毅,尤杰,等.木瓜蛋白酶处理草鱼蛋白水解物在食品加工过程中的稳定性及其抑制冷冻鱼末脂质氧化的能力[J].食品科学技术杂志,2015,52(1):542-548
[9]] 岳媛.基于HACCP体系对食品生产过程质量控制的研究[J].中小企业管理与科技,2014,(27):44-45.基于HACCP的食品生产过程质量控制研究[J].管理科技型中小企业,2014,(27):44-45
[10] 徐晓华,章新,阎超.HACCP方法在药品质量风险管理中的应用[J].中国医药工业杂志,2010,41(8):631-635徐晓华,张鑫,严春.HACCP在药品质量风险管理中的应用[J]中国药学杂志,2010,41(8):631-635.
[11] 金发忠.我国农产品质量安全风险评估的体系构建及运行管理[J].农产品质量与安全,2014,(3):3-11Jin FZ.农产品质量安全风险评估建设与运行管理体系[J]优质农产品,2014,(3):3-11
[12]张明,朱小军,瞿朝成.基于WEB的实验室信息管理系统的研究与实现[J].自动化与仪器仪表,2014,(1):129-130.张敏,朱晓军,曲CC.基于WEB的实验室信息管理系统研究与实现[J].汽车机械,2014,(1):129-130.
[13]李巨超运用信息技术提高实验室管理水平[J]电脑知识与技术,2013,(35)8199-8200.Li JC.利用信息技术提高实验室管理水平[J]计算机技术,2013,(35):8199-8200.
[14]白云川,张艳.创新需求驱动信息化建设[J].中国制造业信息化,2008,(6):24-25.白玉昌,张燕.需求创新信息化建设[J].中国工业与工业,2008,(6):24-25
[15]卿晓雷,李小霞.基于小型数据库的PDF417编码及软件实现[J].科技信息(学术版),2008,(36):578-579.秦 XL,李XX.基于小型数据库的PDF417代码及软件实现[J].科技研究(化学版),2008,(36):578-579
[16]徐志福,石晓燕,叶宏宝,等.一种泛接口农产品安全生产和质量追溯管理系统的研究与设计[J]浙江农业科学,2015,56(12):2092-2095.徐采福,石晓燕,叶海,等.通用接口农业生产安全质量追溯管理系统的研究与设计[J]浙江农业科学,2015,56(12):2092-2095
[17]李春艳,周德翼可追溯系统在食品供应链中的作用于研究[J].生态经济,2009,(11)131-133.Li CY,Zhou DY 追溯系统在食品供应链中的作用[J].生态经济,2009,(11):131-133
[18]任飞宇.基于HACCP的贝类海产品冷链物流系统质量研究[J]哈尔滨商业大学学报(自然科学版),2013,29(4):508-512.HACCP贝类海产品冷链物流质量控制与设计研究[J].哈尔滨大学学报(自然科学版),2013,29(4):508-512
[19]包先雨,李军,王洋云计算下的检验检疫实验室信息管理系统研究[J]合肥工业大学学报(自然科学版),2014,(4)420-423.鲍扎伊,李军,王彦.云计算下的中国检验检疫实验室信息管理系统[J]合肥工业大学学报(自然科学版),2014,(4):420-423
[20]农业部农垦局专家在呼图壁种牛场举行“乳品电子信息记录及追溯体系”培训班[J].新疆畜牧业,2011,8(11):27农业部专家在呼图壁养牛场举办“乳品电子信息记录与追溯系统”培训班[J].新疆动漫,2011,8(11):27
[21]葛俊苗,宋益善,李燕,等.傅里叶变换红外光谱仪及其在食品中的应用[J].广东化工,2017,44(2)54-55.Ge JM,宋永生,李妍,等.傅里叶变换红外光谱仪及其在食品中的应用[J].广东化工,2017,44(2):54-55.
[22]孙月娥,李超,王卫东我国水产品质量安全问题及对策研究[J].食品科学,2009,30(21):493-497.孙烨,李春,王WD.我国水产品安全问题及对策[J].食品科学,2009,30(21):493-497.
[23]白京,李家鹏,邹昊,等.近红外特征光谱定量检测羊肉卷中猪肉掺假比例[J].食品科学,2019,40(2):287-292.白杰,李太平,邹海,等.基于近红外光谱的掺假羊肉卷猪肉定量检测[J].食品科学,2019,40(2):287-292.
[24]李平,易路遥,王衫,等.国产保健食品质量标准现状概述[J].中国药事,2013,27(6):648-650.李平,易玲,王淑,等.中国保健食品质量标准现状[J].中国医药,2013,27(6):648-650.
[25] Carolina SWM,Marcelo MS,Carvalho DSSV,et al.基于衰减全反射傅里叶变换中红外光谱检测葡萄花蜜中的掺杂物及多元分类策略[J].食品化学,2018,266:254-261.
[26] 巴萨莱库 M,帕帕斯 C,塔伦蒂利斯 P,等.傅里叶变换红外光谱法鉴定葡萄酒:木桶木材品种、类型及陈酿时间分类的可行性研究[J].国际食品科学学报,2017,52(6):1307-1313.
[27]高帅,陈冬梅.食品安全中快速检测技术探讨[J].食品安全导刊,2017,14(5):20.高生,陈 DM.食品安全快速检测技术探讨[J].中国食品安全杂志,2011,14(5):20.
[28]罗军,张文杰.我国食品供应链风险识别及管理策略研究[J].物流技术,2015,34(5):205-207.罗军,张文杰.中国食品供应链风险识别与管理策略研究[J].物流技术,2011,34(5):205-207.
[29]李德芳,张朝俊,蒋白桦,等.面向流程企业的可配置MES体系结构[J].化工学报,2010,61(2):352-358.李东风,张长军,姜炳华,等.面向流程企业的可配置MES架构[J].化学与工程学报,2010,61(2):352-358.
[30]刘鹏程,和明军,杨士义.制造执行系统(MES)在军工产品总装车间的应用[J].信息系统工程,2012,(6):32-33.刘铛,何明军,杨思.制造执行系统(MES)在军品装配车间的应用[J].系统工程,2012,(6):32-33.
[31]乔岩,曾伟理.分片机烟箱防切系统的研发应用[J].企业技术开发,2013,32(2):23-25.乔妍,曾文林.分流器烟箱防割系统的研究与应用[J].企业技术开发,2013,32(2):23-25.
[32] Ekici L,Simsek Z,Ozturk I,et al.温度、时间和pH值对花青素提取物稳定性的影响——基于非线性模型的总花色苷含量预测[J].食品分析方法,2014,7(6):1328-1336.
[33]张书亭,杨建军,邹学礼.面向敏捷制造车间的制造执行系统研究[J].新技术新工艺,2000,(12):2-4.Zhang ST,杨建军,邹新.敏捷制造车间制造执行系统研究[J].新技术与专业,2000,(12):2-4.
[34] 康静,喻大华.MES系统在钢铁企业的应用与研究[J].数字技术与应用,2016,(11):75.Kang J.Yu DH.MES系统在钢铁企业中的应用与研究[J].数字技术应用,2016,(11):75.
[35] 韦伯D,萨德吉安A,罗B,等.加拿大马尼托巴省烟草溪流域水文标准对养分保留潜在影响的建模情景[J].水利管理,2017,31(4):1305-1321.
撰稿人 | 张学荣、冯波
责任编辑 | 胡静
审核人 | 何发













评论 0
正在获取数据......