某型冻干机在人凝血酶原复合物生产中的应用
Part0 前言
Part1 材料与方法
1.1
材料
1.2
设备确认
1.3
生产试验
1.4
检测方法
1.5
回收率计算
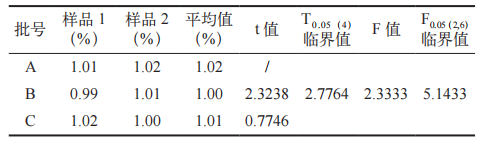
1.6
统计学方法
Part2 结果
2.1
安装确认(IQ)结果
2.2
运行确认(OQ)结果
2.3
性能确认(PQ)结果
2.4
检测结果
表 1 批次式密闭配液系统结构及工艺流程
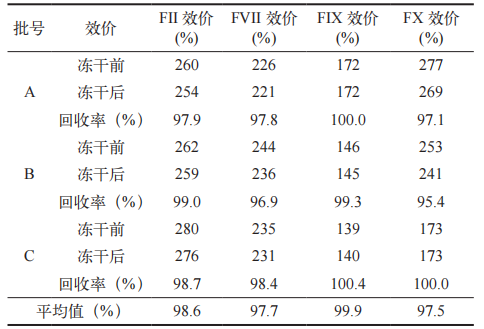
表 2 浓稀在线连续配液系统结构及工艺流程
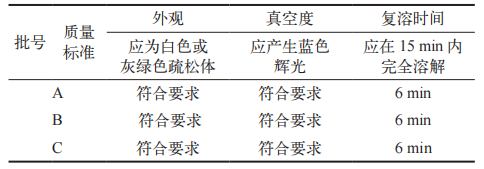
表 3 单罐式简易智能配液系统结构及工艺流程
Part3 讨论
邵丽竹
何发
相关推荐
-

制药工业 RO 浓缩水回收利用的探讨与开发利用
近年来,随着人口平均寿命延长及老龄化比例上升,我国疾病种类和患者数量呈增长趋势,医疗行业对药品的种类和数量需求持续扩大。在此背景下,中国制药工业获得充分发展,但也带来了制药废水对环境的影响,制药废水已成为严重污染源之一。随着全球生态环境日益脆弱,国家对各行业的减排管控愈发严格,如何减少污染物排放已成为企业首要考量的问题,建设绿色家园已成为保障群众生命健康的重要命题。本文主要研究在低成本、便捷且易操作的前提下,基于设备运行安全的 RO浓缩水回收开发与设计利用。笔者通过将纯化水一级 RO 产出的浓缩水回收并用于冷却水系统,以实现减少排放污染、提升企业经济效益的目的。
2026-06-18
-

基于 OEE 与故障率数据的制药企业口服液产线设备维护策略优化研究
口服液生产线设备运行的稳定性直接影响药品质量与生产效率。本文基于某制药企业2020 ~ 2025 年的设备综合效率(OEE)、故障率、平均修复时间(MTTR)及平均故障间隔时间(MTBF)数据,系统分析了两条产线的运行效率与可靠性演变趋势。结果表明,产线 1 的 OEE 从 0.625 持续提升至 0.734,故障率从 4.43% 降至 0,MTBF 从 1454 h 增至 6786 h,维护成效显著;产线 2 的 OEE 稳定在 0.75 ~ 0.78,但 2023 年故障率高达 4.40%,凸显突发性风险,OEE 与故障率呈负相关、与 MTBF 呈正相关。结合预测性维护理论,本文提出构建“状态监测—剩余寿命预测—维修决策”一体化的数据驱动维护体系,并从 GMP 合规角度探讨了实施路径,为同类企业提供实证参考 [1]。
2026-06-17
-

总投资20亿元!凯莱英新项目在天津滨海新区开工
6月9日,凯莱英医药集团化学大分子创新药CDMO研发及生产一体化项目顺利取得施工许可证,正式开工建设。项目落户天津经开区西区核酸医药产业园,建成后将与企业现有天津厂区形成高效协同、联动发展格局,补强区域生物医药产业链条,持续放大核酸医药产业园区集聚效应,进一步提升天津经开区生物医药产业核心竞争力。
2026-06-16



热点文章
-

2.4 万亿市场背后:生物医药产业链全景图
2026-04-20
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

AI+制药行业潜力巨大,产业链相关公司梳理(名单)
2026-04-29
-

药企 GMP 培训管理探讨
2026-04-17
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多