知行合一:以过程理解重塑质量控制的底层逻辑
Part1
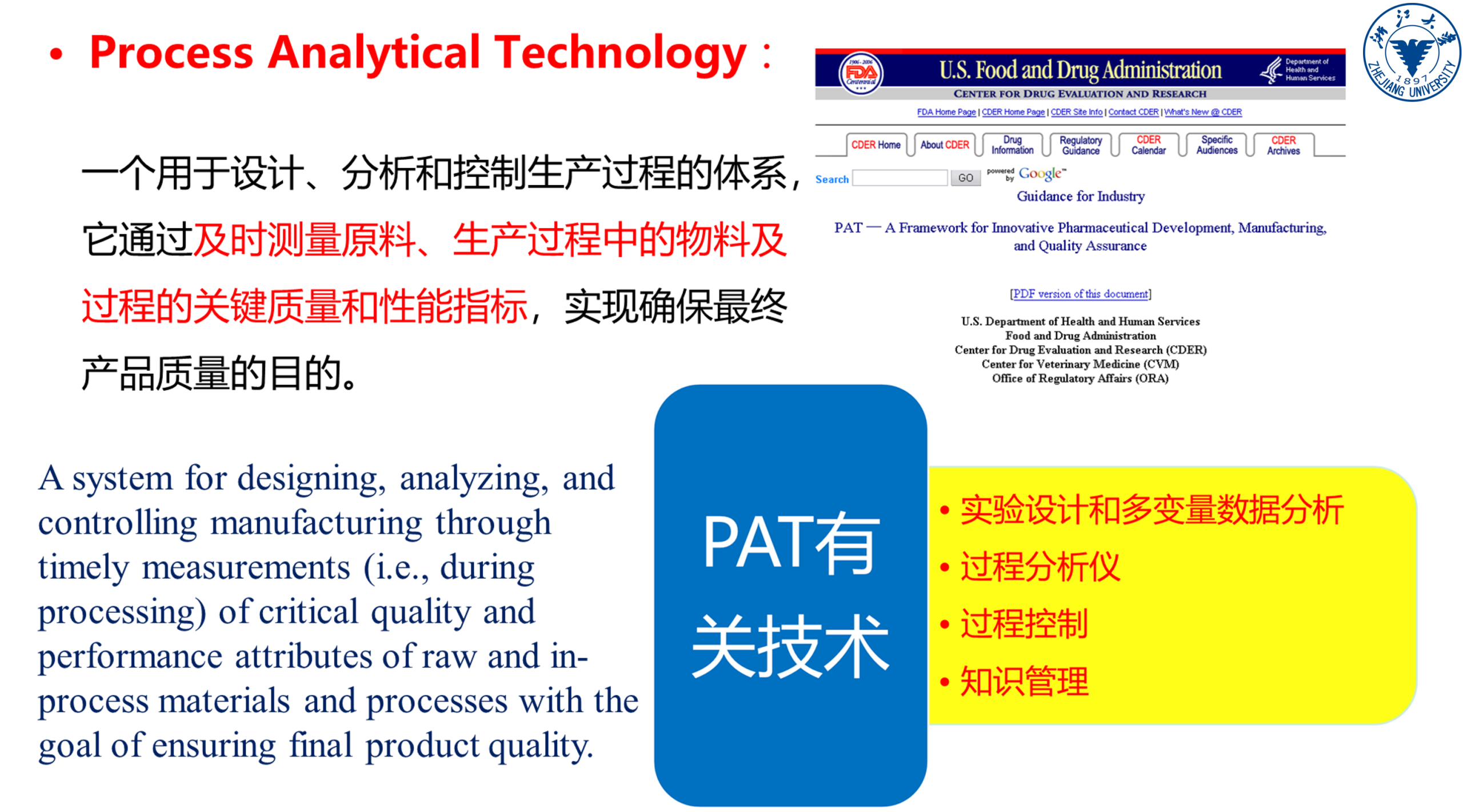
“知”在质量控制中,即是对生产过程的全面、科学、深度的理解。在传统的质量管理中,我们往往依赖事后的检验,这属于“后知后觉”。而PAT所强调的“过程理解”,则要求我们将认知的触角前移,深入到工艺的本质中去。
这种“知”并非凭空臆想,而是建立在坚实的数据与逻辑之上。它要求我们运用科学的方法论去探寻质量变化的根本原因。例如,在面对质量异常时,不能止步于“人为疏忽”的表象,而应通过“5个为什么”等分析工具,层层追问,从个体的操作失误追溯到流程或机制的缺陷,最终锁定系统层面的根本原因。同时,借助FMEA(失效模式与影响分析)等工具,我们可以提前识别潜在的风险点,将“知”的范畴从“已发生的缺陷”拓展到“可能发生的隐患”。
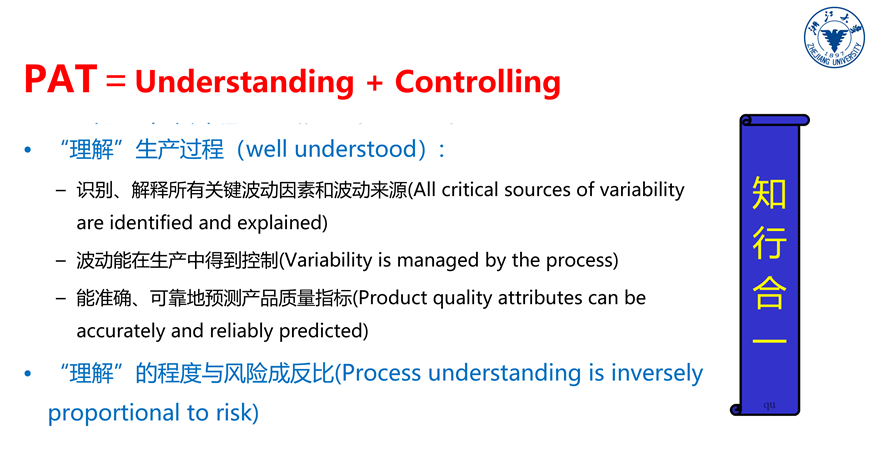
真正的“知”,是建立起一套包含人、机、料、法、环、测的完整认知模型,明确关键物料属性(CMA)、关键工艺参数(CPP)与关键质量属性(CQA)之间的内在联系。只有当我们对过程机理有了透彻的理解,质量控制才能摆脱“盲人摸象”的困境,为“行”提供精准的导航。
Part2
“知”的最终目的是为了“行”。在质量控制中,“行”就是将过程理解的成果转化为具体的管控策略、标准作业程序(SOP)以及实时的纠偏行动。
很多企业虽然严格按照质量手册和流程文件执行操作,却并不理解这些操作背后的因果逻辑,这正是“知行合一”所反对的“行而不知”——比“知而不行”更隐蔽的形式主义。PAT强调的“行”,必须是基于实时数据与闭环控制的动态执行。通过在生产线上部署在线监测设备,我们不仅能实时采集过程数据来验证之前的“认知”是否准确,更能将偏差信号直接转化为自动调节指令,形成“感知-决策-执行”的完整回路,从而确保生产过程始终处于受控状态。
此外,“行”还体现在PDCA(计划-执行-检查-处理)循环的每一次迭代中。当过程出现偏差时,基于对过程的深刻理解,工程师能够迅速制定针对性的纠正措施,而不是盲目地试错。这种“行”是高效的、低成本的,并且每一次执行都在不断验证和修正我们的认知,从而推动质量控制能力的螺旋式上升。
Part3
“知行合一”的最高境界,是“知”与“行”的无缝融合与相互促进。在PAT的框架下,这表现为一种数据驱动的自适应质量控制生态系统。
在这个系统中,认知指导实践,实践反哺认知。每一次生产实践产生的数据,都会被反馈回分析模型中,用于优化我们对过程的理解;而更新后的过程理解,又会立即转化为更优化的控制策略,指导下一轮的生产。这种双向反馈闭环,打破了传统质量管理中研发与生产、设计与制造的部门壁垒,让质量不再是某个部门的职责,而是全员、全流程的共同信仰。
当“过程理解”真正实现“知行合一”,质量控制就不再是亡羊补牢式的“救火”,而是未雨绸缪的“防火”,乃至主动布局的“造势”。企业从此从容驾驭复杂生产,在保证卓越品质的同时降本增效,最终筑起一道坚不可摧的质量护城河。
邵丽竹
何发
相关推荐
-

基于 AHP- 熵权法优化钩藤(钩藤)配方颗粒提取工艺
本文旨在优选钩藤(钩藤)配方颗粒提取生产工艺。本研究基于 AHP- 熵权法,对出膏率、有效成分含量及特征图谱比值赋予不同权重,采用正交试验,考察浸泡时间、加水量、煎煮时间等因素对提取效果的影响,以三个评价指标的综合评分优选钩藤(钩藤)配方颗粒的最佳提取工艺。最终确定的钩藤(钩藤)配方颗粒的最佳提取工艺为:沸水投料,提取两次,第一次加入 10 倍量水,提取 0.5 h ;第二次加入 8 倍量水,提取 0.5 h。本研究优选得到的提取工艺参数稳定、可靠,可为钩藤配方颗粒的车间工业化生产提供依据。
2026-05-29
-

-




热点文章
-

实施新版欧盟 GMP 附录 1 对制药洁净室设计的影响分析
2026-04-13
-

2.4 万亿市场背后:生物医药产业链全景图
2026-04-20
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

从原料药到智能制造,一站式覆盖丨PMEC China 2026邀您解锁制药全产业链新机遇
2026-04-13
-

AI+制药行业潜力巨大,产业链相关公司梳理(名单)
2026-04-29
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

药企 GMP 培训管理探讨
2026-04-17
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多