大输液软袋制袋灌装机防折边装置的设计与应用
FFS 生产技术介绍
药品制袋灌装机在制药领域已广泛应用,该设备采用 FFS 生产技术——制袋(film)、装料(fill)、封口(seal),由上膜工位、印刷工位、周边焊接和切割站、口管预热工位、口管进料、口管焊接工位、去废边装置、出料工位、软袋传送进料、灌装工位、盖焊接工位、软袋出料、CIP/SIP 装置等工位组成,实现在洁净层流的保护下自动完成上膜、印字、制袋、灌装、焊盖的全过程。具体工序见图 1。

图 1 药品料袋灌装机工序
软袋制袋“折边”问题
药品软袋在生产制袋灌装过程中,非 PVC 五层共挤膜需要通过高温热合形成软袋,而在高温过程中五层共挤膜的软化容易引发药袋折边,导致外观缺陷的产生。对企业来说,如果“折边药袋”流入市场,容易影响药品质量,造成原辅料的浪费,进而导致市场投诉,影响企业形象,损害企业利益。对患者来说,如果“折边药袋”流入市场,在药品流转过程中可能造成药袋漏药,产生药品质量风险,从而危害患者的身体健康。
开展质量攻关
由于长期使用周边热合工位的模具,模具表面有受损现象,导致模具表面不够光滑,增大了与药袋接触的粘附力。为此,采用喷涂的方式对受损的模具进行修补。喷涂前需要对喷涂材料的性质、喷涂的厚度、喷涂后的导热性、喷涂材料的使用寿命,以及是否符合食品级要求等进行调研 [2]。确认以上事项符合药品生产要求后,对模具表面进行喷涂,成功减小了模具对软袋的粘附作用。
2. 降低软袋传输过程的摩擦力
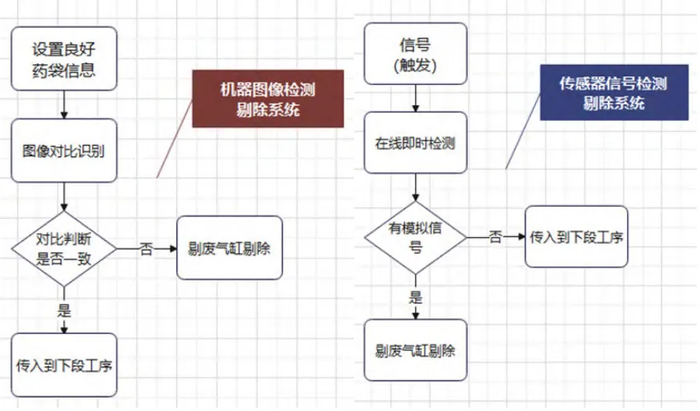
图 2 机器图像检测剔除系统和传感器信号检测剔除系统
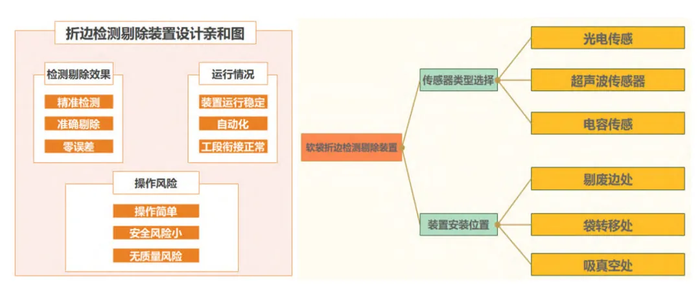
图 3 关键需求点分解
对于传感器的选择,根据亲和图中要求的装置特性,从检测对象适用性、检测准确性和响应速度、检测距离、成本等方面对三种传感器类型进行比对分析(表 1),最终确定使用范围较广、检测速度和信号接收较快的光电传感装置。

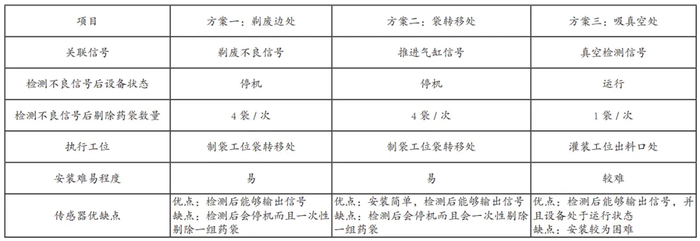
装置的安装位置同样有三种方案。改善小组从装置的关联信号、检测状态、识别后剔除药袋数量、安装难易程度等方面也进行了分析。由于在剔废边处和袋转移处安装折边检测剔除装置,会造成灌装机停机,最终选择检测后能够输出信号,并且设备处于运行状态的吸真空处安装折边检测剔除装置(表 2)。
表 2 装置的三种安装位置优劣分析
结论
张永阵、李小军 扬子江药业集团上海海尼药业
邵丽竹
何发
热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

预灌封注射剂生产工艺管理要点概述
2026-05-12
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

2025年度中国医药工业主营业务收入前100位企业发布!哪家企业上榜?
2026-07-13
-

解读2023版药品GMP指南中的检重仪精度要求
2026-05-08
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多