浅谈疫苗、预充针灌装设备未来发展及预充针无菌灌装工艺的灌装方式
一
疫苗及预充针灌装设备或将迎来发展
包装材料:中硼硅药用玻璃成为升级方向
包材环节方面,疫苗的包装材料主要是药用玻璃。目前国内市场上的药用玻璃主要是低硼硅玻璃和钠钙玻璃为主,这类玻璃容易和药液发生反应,使得药品一定程度上受到污染。随着一致性评价、关联审评审批、带量采购等政策的推进,我国医药产业不断升级,对于医药包装的要求也在不断提高。在此背景下,药用玻璃亟待升级,性质更稳定的中硼硅玻璃成为药用玻璃升级的重要方向。有预测表示未来的5~10年,中国30万吨的药用玻璃当中将会有30~40%由低硼硅玻璃升级为中硼硅玻璃。
胶塞:国产企业的产能正得到逐渐释放
除了中硼硅玻璃以外,胶塞也是疫苗瓶的必备配件。如西林瓶需有配一个橡胶塞和铝盖。据了解,一般西林瓶的塞子是由卤化丁基橡胶制作而成,具有气密性、防水性好的特点,且能耐热。近年来一些国产企业的产能得到逐渐释放,迎来发展机遇。
预充针技术有望成为趋势,相关灌装设备或迎来爆发式发展
近期以来,预充针及其生产线也成为市场关注的焦点。从现在各家疫苗企业情况来看,多采用预充针技术。据了解,预充针技术的优势主要有两点,一是使用方便,注射效率快;二是可以避免污染和配液过程中穿刺橡胶导致的针尖钝化,且产生的医疗废物少。有业内人士认为,在疫苗玻璃瓶紧缺的情况下,现有的安瓿瓶、西宁瓶可能会被淘汰,预充针技术成为发展趋势。
值得一提的是,虽然预充针优势明显,但也存在体积大、运输和储存不便的缺点。另外,与“玻璃瓶+注射器”的组合相比,预充针的价格也更昂贵。

运输储存:制冷设备将发挥重要作用
疫苗的配送需要全程冷链,保证疫苗产品的安全有效。在运输储存的过程中,相关的制冷设备将发挥重要作用。目前,澳柯玛、雪人股份、大冷股份等疫苗冷链中头部企业,均建立了疫苗相关的冷链系统。另外,顺丰等快递企业也拿到了二类疫苗的冷链配送资格。可以预见,冷链市场竞争将愈加激烈。
二
药品预充针无菌灌装工艺之灌装方式
基于蛋白的治疗方法已成为制药行业增长的主要驱动力,药物研发管线中充斥着大量与之相关的生物制剂。因为这些大而复杂的分子具有极强的不稳定性,其在生产过程中面临很大挑战。无菌制剂灌装作为贯穿药物开发和临床治疗生产阶段的最后一个环节,尤为关键。
按照产品灌装方式的不同,灌装分为普通灌装、充氮灌装和真空灌装三种类型。专业的生物制剂CDMO服务商会根据产品的需求,选择不同的灌装方法。
灌装过程不需要真空和充气,直接将药液灌装到注射器中后压塞。普通灌装的缺点是注射器内有气泡,不容易压塞,所以在灌装时可以选择套管压塞方法。该方法适用于多数溶液型注射液、疫苗的生产,适宜高速灌装,速度较快。
灌装过程如图1所示,针头从原始位置E开始下降,如图A, 继续下降到图B的最低位置,针头开始加液并缓慢上升,上升到图C位置,停止加液,针头继续上升如图 D, 上升到图E最高位置,整个灌装动作完成,针头进入下一个注射器加液循环。
' fill='%23FFFFFF'%3E%3Crect x='249' y='126' width='1' height='1'%3E%3C/rect%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
图1 普通灌装过程
对氧气敏感的产品可以选用充氮气保护装置,按照充氮时间不同,分为灌装中空管同步充氮、灌装与压塞之间补充充氮、压塞套筒充氮三种方法。可确保药液灌装、压塞工序全程在氮气保护下完成,从而保证药品中氧残留量较低。
灌装过程如图2所示,针头从原始位置D开始下降,在图A位置开始加氮,继续下降到图B最低位置,针头开始加液并缓慢上升,上升到图C位置时,停止加液,充氮停止,针头继续上升至图D最高位置,整个灌装动作完成,针头进入下一个注射器加液循环。
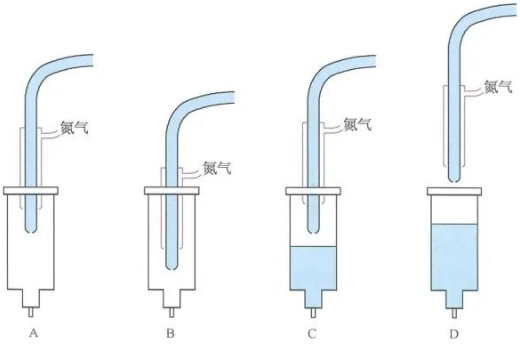
图2 充氮灌装
产品黏度高或对空气敏感时可以选用真空灌装。加液前对注射器抽真空,加完液充氮气脱离,注射器转移到压塞工位,抽真空后压塞,压塞完毕后再进行充氮气脱离。经过真空灌装的产品外观气泡小或无气泡。
灌装过程如图3所示,针头从原始位置E开始下降,降到图A位置开始抽真空,继续下降到图B最低位置,针头开始加液并缓慢上升,上升到图C位置,停止加液,针头继续上升到图D位置,真空停止,管道内置换成氮气,加氮气一定时间后停止,针头上升到图E最高位置,整个真空灌装动作完成,针头进入下一个注射器加液循环。
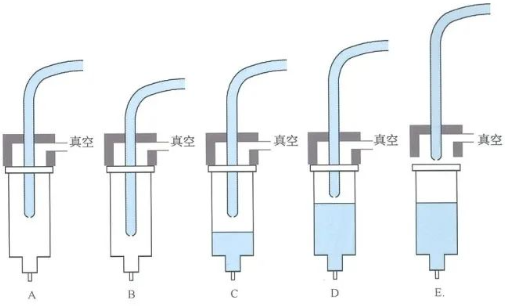
图3 真空灌装过程
撰稿人 | 小药童
责任编辑 | 胡静
审核人 | 何发
邵丽竹
何发
热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

AI+制药行业潜力巨大,产业链相关公司梳理(名单)
2026-04-29
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

解读2023版药品GMP指南中的检重仪精度要求
2026-05-08
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多