薄膜包衣过程中常见的问题及原因分析

一、片芯引起的包衣质量问题
常见的因片芯引起的包衣质量问题有:
(1)因片芯的硬度和脆碎度较小,在包衣过程中容易导致片面掉粉或掉颗粒,使得片面呈现“麻面”,片面磨损问题。针对该问题的解决措施:大多数人认为的最简便的方法就是压片时提高片芯的硬度,但是如果是因片芯处方组成设计不合理所导致的硬度较小,如果压片时一味单纯的提高片剂硬度,反而会影响片的可压性和溶出速率,这种时候,就可能需要去调整片芯处方,选用一些可压性和粘附力更好的辅料,有研究表明如果辅料可以与包衣材料中的聚合物形成一种良好的结合力,则包衣膜可以和片芯表面的粘附力变强,可以一定程度上解决片面掉粉问题。研究表明微晶纤维素的粘附作用最强,因为其结构中羟基数量最多,羟基可以和包衣材料中的常用的聚合物例如HPMC的相应基团形成氢键作用,从而产生较高的粘附力作用。其次是糖类,例如蔗糖、乳糖、喷雾干燥乳糖等和包衣材料具有中等强度的结合力,硬脂酸镁等疏水性润滑剂的结合力是最弱的,它的存在会减少这种氢键结合作用,因此润滑剂的用量及混合时间要合理选择。

(2)片形大小和形状会对包衣效果造成一定影响。有些片形并不适合包衣,例如片芯边角比较尖锐,容易导致包衣片磨损问题;胶囊型的片形或者平面片容易造成粘片“双胞胎”问题。包衣出现问题最少的片形应该是圆的双凸面片形。如果选择异形片,则需要厚度适中,片中央弧度适中,边角处也应具有一定的圆度,要保证片子在包衣锅内流畅的自然翻滚,翻滚越好,则成膜越均匀,包衣效率越高,否则片子在锅内翻滚流动性就会较差,甚至会出现片子贴着锅壁打滑,影响成膜效率,还会出现片面磨损的问题。另外当片芯大小的直径超过11mm时,片子越大,其与包衣锅撞击的势能越大,产生的磨损力越大,因而包衣膜边缘破损的几率就越大。因此要根据物料的性质选择形状和大小适宜的压片模具。

(2)片芯刻字不合理或者片芯配方中的辅料附着力较差形成刻字片表面的“桥架”现象,即刻字片上的衣膜形成一条跨过标识的架桥,造成标识或刻痕模糊。造成该问题的可能原因是标识/刻痕设计过于复杂、或者片芯的耐磨性差,片面磨损会造成刻痕的不清晰。针对这种问题,要尽可能选择笔画简单、结构简单的标识,并且压片模具的设计要更加注重细节;要从片芯配方组成出发,选用粘附性更强的辅料、提高片剂的硬度来提高片剂的耐磨性。
二、包衣配方引起的包衣质量问题
理想的包衣系统应该包括以下几部分:(1)高固含量、低粘度的包衣液,便于其快速覆盖成膜;(2)高拉伸强度,可以抗开裂,保护片芯不被破坏;(3)低弹性,可一定程度避免回弹作用,避免干燥应力/脆性导致的问题(例如衣膜剥落、标识桥接等问题);(4)高粘附力作用,可避免与粘附相关的问题(例如标识桥接、标识清晰度差等问题);(5)遮光性/着色性强,可避免素片中的成分见光分解,可掩盖色斑,隐藏片芯缺陷;(6)防潮、隔气,可增加产品的稳定性。

但理想和现实还是具有一定差距的,实际的包衣过程中,包衣配方选择不当经常会引起以下的质量问题:
(1)不同的包衣液固含量会引起:固含量太低会导致片芯磨损的问题,对于那些脆碎度较高、硬度较低的片芯,更要选用高固含量的包衣液;但是固含量太高,对雾滴的粒径有显著影响,如果雾滴粒径过大,过量的水分不能及时蒸发,就会造成片面过湿,从而引起片面粗糙、出现起泡、架桥现象的几率增加,这种时候,就需要适当减低包衣液的固含量,或者在包衣液中加入一部分乙醇来提高液滴的水分蒸发速率。
(2)包衣材料配伍不当,着色剂在包衣液中不易分散均匀会引起色差、色斑问题。包衣液处方中的色素或染料一般是混悬于包衣液中,如果包衣操作不当会导致颜色分布不均匀、或者有色包衣液中色素的浓度过高或者固含量过高,均有可能导致片与片之间或者片的不同部位存在色差;或者如果选用的是可溶性色素容易发生迁移、着色剂固体状物质细度不够等均会引起片剂的花斑行为。针对这种情况,则需要在包衣液配置的过程中充分搅拌使其搅拌均匀;选用优质的、细度较小的,不溶性色淀作为着色剂,另外还需要调整包衣配伍,使得着色剂可以在包衣液中充分分散均匀。
(3)包衣材料的附着力差或配方中增塑剂不良会引起架桥、包衣膜破裂、剥离的行为。我们常用的欧巴代包衣系统包括:单一聚合物HPMC、单一聚合物PVA、复合聚合物HPMC+HPC以及含PVA等多种混合聚合物等,不同的聚合物粘度及机械性能均不同。附着力主要是受聚合物本身的化学性质影响,在设计薄膜处方时,要尽可能选择附着力大、膜强度大、低弹性系数的混合型聚合物,例如含PVA等多种聚合物的包衣材料生产效率高,干燥快,且附着力强,粘度小、膜强度高、可实现低温包衣,亦具有一定的防潮和隔氧功能。此外,在包衣材料中,会加入一定量适宜增塑剂,如聚乙二醇、甘油、丙二醇等,它与聚合物有良好的柔和性,相互作用可以一定程度上降低弹性系数,提高膜的机械强度。
三、包衣工艺及设备问题
包衣工艺过程是影响包衣片质量的一个很重要的因素。包衣锅转速、喷嘴的大小和喷枪数量、喷头和片床的距离、喷液角度、喷液速率、雾化效果、进风温度、风量、压差等均是包衣过程中需要严格控制的参数内容。具体影响可能如下列举:
(1)包衣锅转速:包衣过程锅速太低会造成粘片、色差问题;而锅速太快又会造成包衣片磨损、破损问题;锅速选择的原则一般是:在最开始包衣时,因素片还没有包衣膜的保护,所以锅转速不能太快,以免造成片面的磨损、麻面;而随着素片表面形成一层膜保护后,可以分阶段适当提高锅转速,但保持一个原则即:保证物料流动状态较好的前提下尽量选择降低的速度。
(2)喷枪位置和数量的选择:喷枪高度一般是保持在片床形成斜面的三分之一正上方25~30cm左右,喷枪数量设计合理,要保证各个喷枪之间的距离平均分布,保证包衣液可以均匀的完全喷洒在片芯表面,如果喷枪之间距离太近,在扇面重叠处的片子会出出现过湿问题,如果喷枪之间距离太远,那么在雾化扇面之间的间隙位置将会很容易片芯的磨损问题;如果喷头到片床的距离太大,射程太长,会使包衣液分布不够均匀,从而影响包衣的色泽度。所以在理想的喷枪位置和数量下,将有利于包衣液的均匀分散,以达到干燥平衡。
(3)喷速:喷速太快很容易出现粘片和桥架现象;而喷速太慢会影响包衣效率,片芯在片床中滚动时间越久,受磨损的程度也会越大。需要在包衣过程中分阶段缓慢提高喷速。
(4)进风风量和温度:进风温度过高会容易形成标识填充和“喷霜问题”。即因进风温度过高,包衣液的蒸发速率太快导致固体塞填进入片剂的刻痕位置而导致标识填充问题,而进风风量设置太低又会导致溶媒挥发不及时而造成粘片问题。进风风量和温度是控制溶剂挥发、片芯干燥的热源系统,因此风量和温度的选择是以片芯喷液后迅速干燥为宜,切勿干燥太快或者干燥太慢。对于对温度比较敏感的片剂,要基于前期的稳定性数据结果来缓慢升高温度,保持小流量的热量传送就可以实现良好的包衣进程。
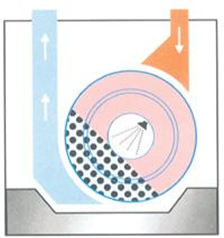
(5)片床温度:片床温度过低会易造成桥架问题;而片床温度太高又会造成包衣膜破裂和剥离问题。一般包衣过程中通过测量和控制片床温度或者出风温度来调节包衣条件的,如果想建立一个合适的包衣条件,还是要平衡好进风温度、进风风量和出风量三者之间的平衡。要根据片剂的稳定性选择合适的进风风量和进风温度以保持片床温度或出风温度。
(6)包衣设备所引起的问题:可能包括包衣锅的挡板设计不合理,挡板的形状、大小和数量的变化均会对片芯在片床内的混合效率产生影响,混合效率不当就会造成包衣片的磨损,因此必须要平衡好混合效果和片芯磨损之间的平衡,以期可以达到最好的混合流动效果和最小概率的片芯磨损。另外喷枪的性能较差,也会造成片面粗糙,“桔皮”现象的发生等。
综上,通过以上一系列因素分析可知,在批量和工艺放大过程中,影响包衣效果的干扰因素有很多,对包衣设备和岗位人员的要求都很高,因此,我们制剂研发人员还是尽可能的在前期的小试或中试研究阶段对包衣的相关因素和参数范围进行系统的考察、积累,尽可能的获取包衣的关键工艺参数和关键质量属性,在随后的场地转移和批量、工艺放大时,对获取的这些参数进行相应验证,以确保其工艺操作的准确性和可行性,保证产品放大的质量一致性。以上观点如有表述不当之处,还请批评指正。
参考文献:
[1] 郑俊民译,片剂包衣的工艺和原理[M].北京.中国医药科技出版社,2001,1
[2] 顾颉,干货—薄膜包衣中常见问题的分析及解决办法
[3] 2011年度卡乐康包衣学校培训,PPT
[4] 片剂薄膜包衣,PPT
内容来源:药事纵横
责任编辑:胡静 审核人:何发
邵丽竹
何发
热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

AI+制药行业潜力巨大,产业链相关公司梳理(名单)
2026-04-29
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

解读2023版药品GMP指南中的检重仪精度要求
2026-05-08
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多