浅析质量风险管理在药品贮藏中的应用
企业应当在药品储存等环节采取有效的质量控制措施,以确保药品质量。企业应当采用前瞻或者回顾的方式,对药品流通过程中的质量风险进行评估、控制、沟通和审核[1]。药品贮藏条件的管理是确保药品质量安全、有效的重要保证,对于药品贮藏条件的管理是库房管理人员对于在库药品管理与储存的一项重要工作[2]。药品管理质量的好坏,将对患者疾病治疗、身体健康、生命安全等产生直接的影响。因此,必须重视药品贮藏的质量风险管理,采取有效的管理措施,尽可能减少药品安全事故发生的几率,确保患者的用药安全[3]。如果采用药品质量风险管理方法,就能够有效控制和减少药品过期、药品出门差错、药品调配差错、药品变质失效等事件的发生。
Part
1
实施药品贮藏风险管理
选择2020年1月1日到2020年12月31日(药品质量风险管理法实施前),以及2021年1月1日到2021年12月31日(药品质量风险管理法实施后)两个年度的药品贮藏过程药品安全事故的管理资料。对所选的两个年度的药品贮藏管理资料进行搜集、整理,按照可能发生的不良风险事件的原因进行分析,并根据原因制定相应的风险应对措施。
采用风险评估工具失效模式与影响分析(FMEA)对药品贮藏过程进行风险评估,具体内容包括风险识别、风险分析和风险评价三方面[4]。
风险识别:经过对药品贮藏过程药品安全事故的管理资料进行分析,发现药品贮藏过程中的风险主要分为3类:药品破损、药品过期和药品变质失效。
风险分析:对已识别的药品贮藏过程中的风险进行分析,每类风险的原因有很多种,具体内容,可见表1。

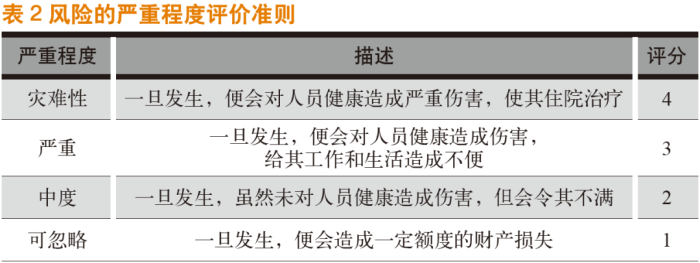
风险评价:药品贮藏过程中,对已识别的风险,按照一旦发生所造成后果的严重度以及这类风险发生的可能性进行评价。在开展风险评价前,应先确定风险严重程度的评价准则、风险发生可能性的评价准则以及风险系数和风险级别确定标准。
风险一旦发生,对于其严重程度的评价准则可见表2,对于其发生可能性的评价准则可见表3。

根据风险的严重程度、风险发生的可能性可进一步得出风险系数,具体的标准可见表4。
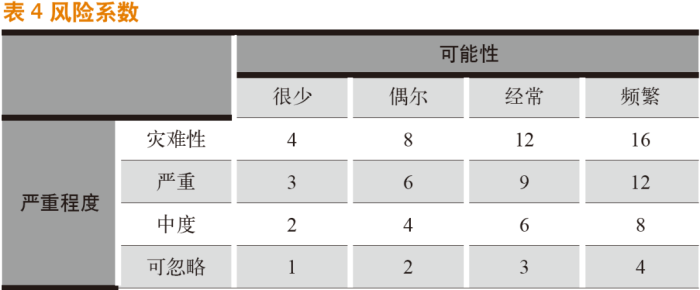
而根据风险系数的不同,可将风险分为低风险、中风险和高风险三类。其中,风险系数达1-4为低风险,6-9为中风险,12-16为高风险。
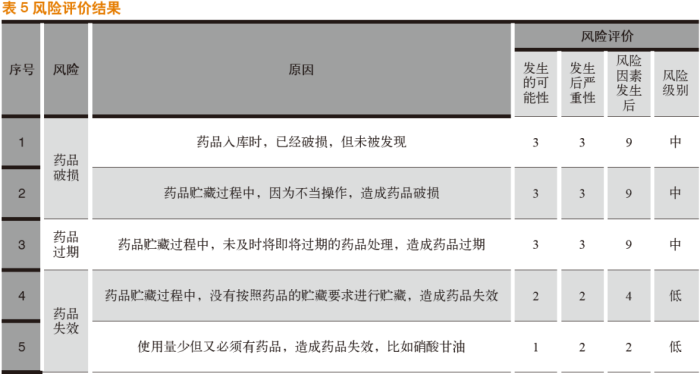
根据已经确定的风险发生的可能性、一旦发生后的严重程度,风险系数以及风险分级标准,可对已识别的风险进行评价,其结果见表5。
风险应对措施可选择:规避风险、为寻求机遇承担风险、消除风险源头、改变风险的可能性或后果、分担风险(风险降低)、通过信息充分的决策而保留风险(风险接受)[7]。
药品破损:
对于“药品入库时,已经破损,但未被发现”的情况,采取风险规避的方式进行应对,即建立药品入库查验管理制度,并在对库房管理人员进行相应培训后实施,要求“库房管理人员在入库时对入库药品进行一一清点,检查药品是否破损。一旦发现药品破损,就拒收”。
对于“药品贮藏过程中,因为不当操作,造成药品破损”的情况,采取风险降低的方式进行应对,即建立起药品搬运、贮藏管理制度,并在对库房管理人员进行相应培训后实施,要求“库房管理人员每天对库存药品进行巡查,防止贮藏过程中发生其他因素引起的破损”。同时要求“库房管理人员在搬运药品时,轻拿轻放,避免野蛮操作造成药品破损”。
药品过期:
对于“药品贮藏过程中,未及时将即将过期的药品处理,造成药品过期”的情况,采取风险降低的方式进行应对。首先,指定专人对贮藏过程中药品的有效期进行检查并登记;其次,遵循“近效期先出”的原则对药品进行出库;再次,对于特殊药品要求按照相关行政法规的规定存放,并设置相应的安全保障措施;最后,将过期药品放置在不合格库,与有效期内的药品进行区分。
药品失效:
对于“药品贮藏过程中,没有按照药品的贮藏要求进行贮藏,造成药品失效”的情况,采取风险降低的方式进行应对,即提供与所使用药品相适应的场所、设备、仓储设施和卫生环境,制定和执行药品保管制度,采取必要的冷藏、防冻、防潮、防虫、防鼠等措施,以保证药品质量[8,9]。
对于“使用量少但又必须有药品,造成药品失效,比如硝酸甘油”的情况,采取风险接受的方式进行应对,将这类药品失效控制在一定额度之内。
Part
2
实施风险管理的结果
实施质量风险管理后,药品安全问题的发生率次数与比实施前相比明显降低,说明药品贮藏过程药品安全得到了有效控制。具体比较结果可见表6。
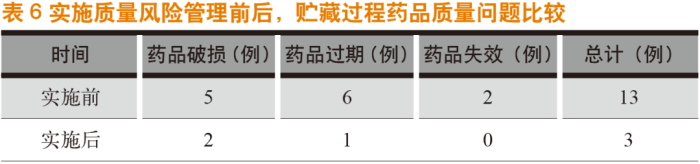
实施质量风险管理之后,药品贮藏过程全年所发现的药品安全事故例数为3例,而实施前为13例,相比之下降低了10例,降低率高达76.92%,说明该方法具有很高的实践意义。
药品贮藏与药品包装、贮藏环境以及有效期密切相关,事关药品质量及合规问题,制药企业应予以重视。药品贮藏单位应根据自身环境以及药品的特定要求,提供相应的资源,保证药品质量[10]。
实施药品质量风险管理能有效降低药品贮藏过程中不良事件的发生率,保证药品贮藏过程中药品的安全性、有效性和质量可控性。通过实施该方法,制药企业既可获取良好的社会效益,也可获得巨大的经济效益。
END
撰稿人 | 陈世会 陈世鹏
责任编辑 | 胡静
审核人 | 何发
邵丽竹
何发
热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

AI+制药行业潜力巨大,产业链相关公司梳理(名单)
2026-04-29
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

解读2023版药品GMP指南中的检重仪精度要求
2026-05-08
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多