工业4.0时代,生物制药企业如何建成智能化工厂?
生物制药智能化工厂不仅仅指配备了信息化系统的工厂,是一个更加全面的概念,即 “面向药品生产从原料到包装全流程环节,以高端智能装备为基础,利用信息化,大数据,云处理等先进技术,与药品生产工艺要求高度集成,实现智能化生产的新型工厂。满足生产运营的柔性、高效、高质量、安全(GMP)、节能环保等要求。并通过互联网与供应商,客户等外部资源实现‘云’制造”。
“工欲善其事、必先利其器。”除了在科技创新上下功夫外、生物制药产业还在不断向智能制造迈进、实现产业的智能化。数字化和智能化将成为生物制药企业实现降本增效、扩大产能的主要手段、推动生物制药企业发展迈入快车道。下面,就从“制药企业智能制造系统基本架构搭建”、“计算机化验证系统管理”、“制药智能工厂的未来展望”三个维度,深入阐述在工业4.0时代,生物制药企业智能化工厂的解决方案。
制药企业智能制造系统基本架构搭建
根据《中国制药工业智能制造白皮书(2020年版)》,制药企业智能制造的系统架构包含设备层、控制层、业务管理层、经营管理层四个方面。

资料来源:《中国制药工业智能制造白皮书(2020年版)》
设备层,一般由单体硬件组成,具体包括基于指令的自动化操作设备、仪表及传感器等。设备层负责执行具体的生产作业,并在为生产过程控制产生和提供底层数据。
控制层承担与设备层对接,进行收集、整合设备层有关数据的职责,是智能制造的信息化管理基础。企业可以通过数据整合在控制层实现初步的可视化管理。此外,可以在控制层按需配置初级的跨设备管理系统,实现小范围的自动化运行。
业务管理层,通过生产制造执行系统(MES)、仓储管理系统(WMS)、实验室信息管理系统(LIMS)、质量信息管理系统(QMS)等系统的单项建设和系统间集成,实现智能制造业务管理一体化应用。
经营管理层,是横跨于其他系统之上,贯穿研发、生产、质量和物流全流程,是制药企业实现全局优化的管理需求的关键。业务管理层、控制层和设备层各系统的全面互联互通是经营管理层发挥智能决策作用的重要前提。
智能化制药工厂实现关键技术包括企业物联网; 生产设备智能化,工作站化; 机器人技术,智能传感器技术的应用; 符合制药行业特点,满足GMP要求的智能化管理系统; 利用大数据分析,进一步优化生产,提高企业整体运营效率; 大数据技术,云计算技术应用; 互联网与智能化工厂的融合; 数据安全等。
智能化制药工厂的基础物联网是以工业以太网、无线工业以太网为标准,以环形网络拓扑网络为结构,每一个节点都能可以从网络上获取信息及发送信息,并将传感器、控制器、设备、人员、软件和产品等联系在一起,形成人与物,物与物的相联,通过物联网,打通药厂生产的全流程数据链,实现大数据分析及生产过程智能管理。
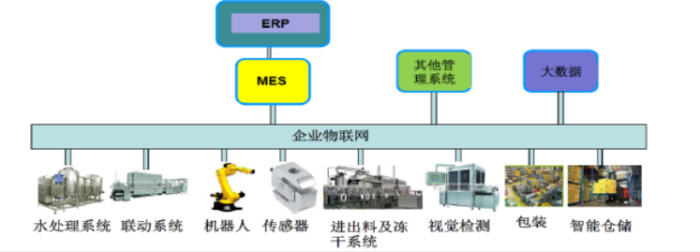
图 智能化制药工厂的基础物联网架构
智能化制药工厂云服务则主要分为IaaS (Infrastructure as a Service)、PaaS (Platform as a Service)、SaaS (Software as a service)。这三者的差别可以举一个生动的例子辅助理解:1.IaaS,当你中试放大的时候,别人提供厂房、设备、动力这些基础设施,你的人
来做中试。这种别人提供的基础设施的服务就算是IaaS。2.PaaS,当你做中试放大的时候,别人除了提供基础设施,还顺便帮你买辅料,帮你提供人员做中试放大,你只需要提供原料和配方,他帮你把工作都做了,这种就是PaaS。3.SaaS,就是MAH,别人全部帮你包干了,你啥都不用做,拿来产品就可以卖了。

图 云计算全局架构
计算机化验证系统管理
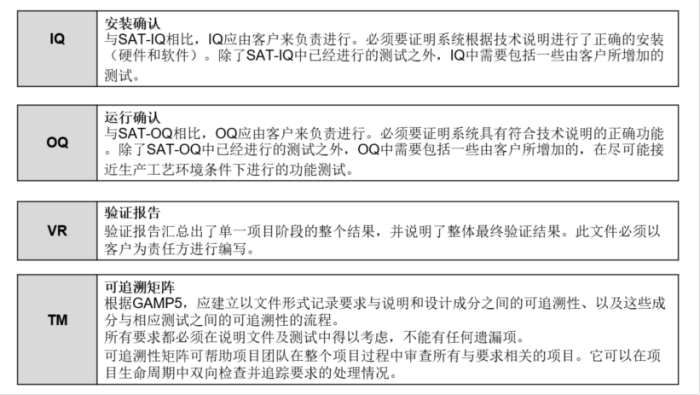
国家提出的工业4.0布局中包括机器人、高端智能设备、大数据及云的信息化和计算机化系统验证服务。在这四个核心战略里,其中最为重要一项就是计算机化系统验证服务。制造行业有一个重要质量口号:如果没有被继续记录下来的一切都是谎言。计算机化系统验证是从计算机化系统验证V模型演变过来的,模型更加细化,并加入了验证文档。
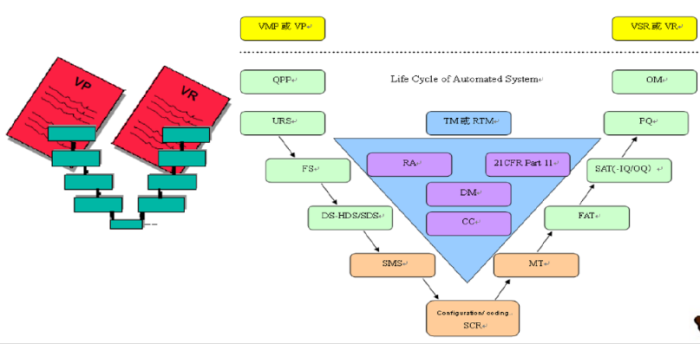
图 计算机化系统验证V模型
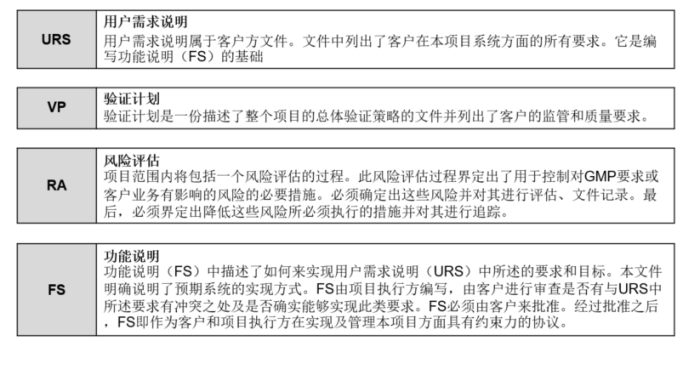
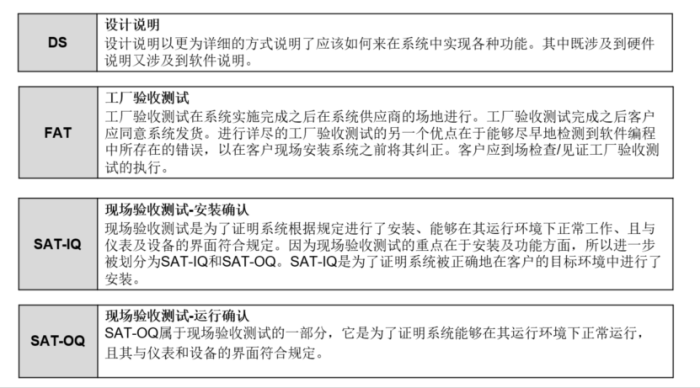
以下是计算机化系统验证实施的详细内容:
制药智能工厂的未来展望:软核心与硬核心
对于制药企业来说,建设智能化工厂的目标主要包括:设备/生产过程/产品/管理全方位满足GMP要求;用智能化生产设备实现更高效高质量生产;利用机器人技术实现代替人工化,提高效率,节约成本满足洁净、无菌生产环境的需求;智能化管理系统与设备的融合,实现柔性化,定制化生产,保证企业批量生产盈利;利用大数据分析,进一步优化生产,提高企业整体运营效率;产品智能化,实现周期可追溯;利用云及互联网技术实现远程智能服务,智能物流;实现工厂之间,工厂内部生产全流程高度集成。
生物制药智能化工厂的硬核心是生产装备智能化。首先,现有装备的智能化升级,设备升级为工作站。因为每个工作站是由若干个设备组成,组成了局部的CPS系统,能自主的完成生产工作。工作站之间实现了信息互联,实现自我整定、自我动作调解。工作站可以从管理系统获取相关的生产指令,并智能调整各设备的动作,这就是互联的优势。其次,使用机器人替代机械设备。应用场景之一是无菌洁净环境的应用,可以实现无菌制剂灌装瓶传送过程中,产品的检测及快速处理;泡罩机器人和预灌封一体机机器人应用;胶塞清洗灭菌转运后,与灌装系统的无菌对接。应用场景之二是通用机器人在搬运、上下料、码垛等仓储物流方面的应用。第三,具有物联网的智能传感器及视觉系统,产品智能化。如果打造智能化,接入企业物联网,可随时感知其他设备状态,生产过程及工艺自动调整,监控、数据、报表等实时传输到智能生产管理系统与产品批次实时统一,单一的设备变成了模块化的工作站。
生物制药智能化工厂也的软核心指的是智能化管理系统。如果已经配备了很多的管理系统,进行合规性、有效的管理是非常重要的。软核心亟需解决的问题是安全高效的数据库。一个智能化工厂必须一个大数据存储中心,做大量数据采集和数据存储,并能得到安全性的保障。这个安全保障是多方面的,既有防止不被病毒攻击,本身数据库安全稳定的运行,也包括公司质量管理全方位的监督。其次,是数据真实可靠性保证。在采集时,传感器及智能设备代替人工录入;在存储时,运用大数据技术、加密技术、冗余技术、数据备份等方法;在数据分析时使得各功能分析模块满足GMP认证要求;在数据操作时,有严格的登陆管理、操作权限管理;在数据记录/输出时有电子签名。
智能化药厂实施的也面临着诸多的难点、第一就是标准化。它包括企业物联网标准化、管理系统模块标准化、功能标准化、生产过程标准化管理产品管理标准化。工厂要做到每个工序都进行这样标准化、其实做到很难的。第二就是安全、信息安全、产品安全和生产过程安全。第三就是打造一个智能化工厂还要花很多成本的、所以成本控制非常重要的一个内容。
目前,众多领先的生物制药企业也已经开始布局智能化工厂。例如,抗体药物CDMO新锐企业白帆生物,2020年就在临港建成智能化无交叉生产基地并投产。该基地符合美欧中GMP标准,生产规模最高可达12000L。秉承着“质量源于设计”的理念,白帆临港基地在设计之初,就以打造智能化工厂为目标,首创NONCROS®无交叉抗体技术,配备全球一流的智能化设备和管理系统,实现高效的自动化生产和电子化管理,保障合作客户临床前药学研究、临床研究、商业化生产等各阶段项目高效率和高标准的交付。毫无疑问,走向智能化将有效赋能制药企业长远发展,构建企业的核心竞争力,为企业发展提供有力支撑,并且协同行业上下游助推中国创新生物药物的发展。
本文来源于生物制药小编
邵丽竹
何发
热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

2025年度中国医药工业主营业务收入前100位企业发布!哪家企业上榜?
2026-07-13
-

预灌封注射剂生产工艺管理要点概述
2026-05-12
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

论医药洁净区空间消毒 / 灭菌的常用方法
2026-06-26
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多