制药粉尘收集——有毒粉尘治理与易燃粉尘防治,该如何进行?

01
除尘器壳体设计的演变
02
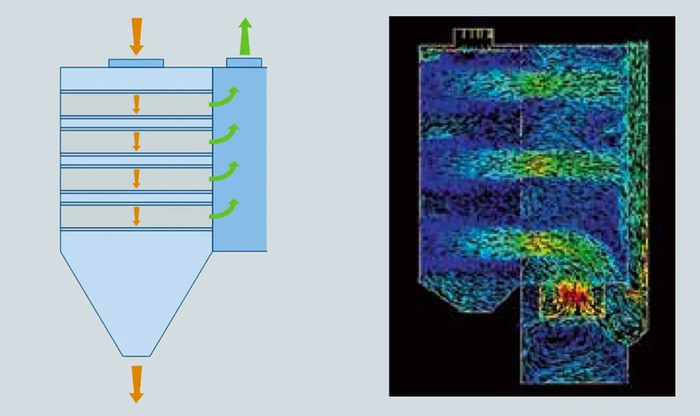
分析气流
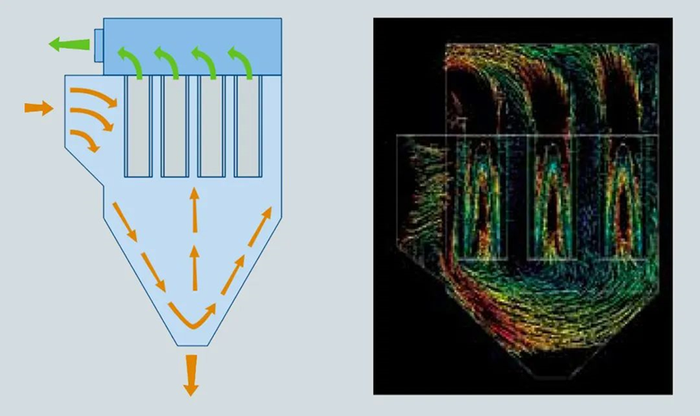
错流效应显示的气流速度分布不均匀,且存在气流速度明显较高的区域,说明造成磨损的可能性很大。进气口的交错挡板会使灰斗中形成高强度湍流,造成二次扬尘和增加脉冲清灰难度,从而使压降增加和滤芯使用寿命变短。
03
易燃粉尘

了解更多信息,可下载《除尘器和可燃粉尘管理策略》:

04
粉尘隔离防护

① 气密袋应由隔离防护专家提供,而且应具备较高OEL(职业接触限值)等级。根据粉尘的毒性,请勿妥协使用质量不合格的气密袋。并非所有气密袋都具有相同等级。
② 圆形BIBO套环可提供质地均匀的无缝隙密封圈,因此往往比矩形套环更有效。矩形套环的顶部、底部和侧面容易出现缝隙。
③ 除尘器上的滤芯开口较小时,通常只需要一位员工来实际执行BIBO滤芯更换。相反,垂直悬挂且带有较大矩形滤芯开口的除尘器,往往需要操作人员将多达四个吸满粉尘的滤芯装入一个气密袋。由于吸满粉尘的滤芯重达70磅(约31公斤),所以仅就重量而言就需要一位以上操作人员才能处理和处置滤芯和气密袋。
④ 建议使用可在袋与除尘器之间实现三重密封的BIBO套环。
⑤ 在选择BIBO设备时,请选用专为BIBO流程设计的设备。不要满足于选用将BIBO作为事后考虑的设备设计。
撰稿人 | 唐纳森中国供稿
责任编辑 | 胡静
审核人 | 何发
邵丽竹
何发
热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

AI+制药行业潜力巨大,产业链相关公司梳理(名单)
2026-04-29
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

解读2023版药品GMP指南中的检重仪精度要求
2026-05-08
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多