生物制药企业无菌罐装车间竟可以这么改造设计!
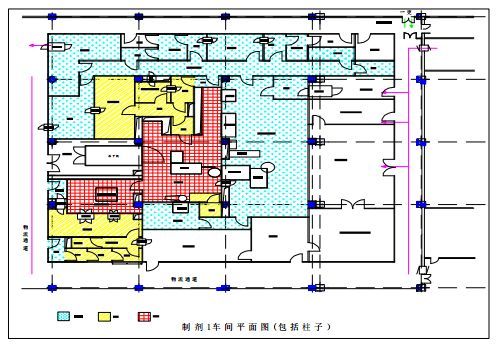
1.1 工艺改造
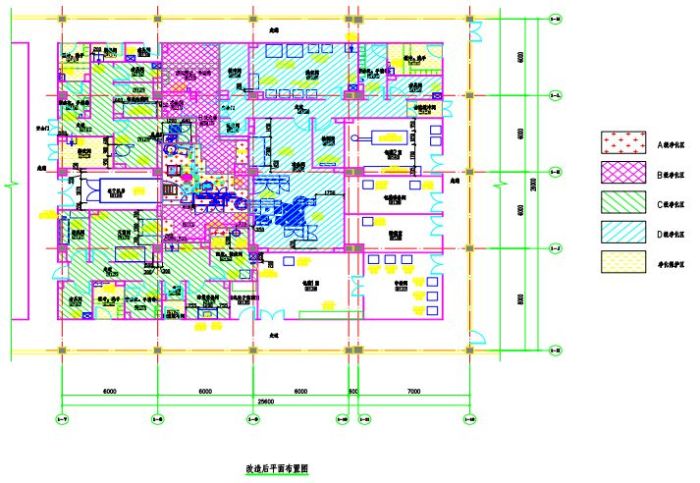
1.1.1 原灌装间进入与退出共用一个缓冲间,存在交叉污染问题。改为增加单独的退出通道至D 级走廊,并设压差梯度保护。
1.1.2 原配液由人工完成,存在效率低、污染风险的问题。改为增加独立配液间,并增加自动配液系统,设层流罩保护。
1.1.3 原称量与配液在同一间房间完成,存在交叉污染风险。改为增加独立称量间,完成称量。
1.1.4 原灌装间百级面积过大,存在能耗大、难控制的问题。改为B 级背景+灌装区A 级层流保护,灌装机设置围挡。
1.1.5 原冻干后成品由人工手持托盘转运,存在效率低、污染风险的问题。改为增加小车进行转运。
1.1.6 原轧盖后至包装采用人工转运的方式,效率低、且无直接转运通道。改为转盘转运,并将轧盖背景区域洁净级别提升为C 级。
1.1.7 原轧盖机没有抽风装置,也没有自动剔除装置,容易形成二次污染。改为替换轧盖机带抽风、自动剔除装置。
1.1.8 原轧盖没有排风,容易形成二次污染,改为增加排风。
1.1.9 原两间洗衣间存在功能重复。改为将其合并,增加大功率洗衣烘干机。
1.10 原车间缺少在线粒子检测间及设备,改为增加独立的在线粒子检测间及设备。
1.11 原车间缺少可在灌装间外部观察灌装操作的观察窗,改为在灌装间与准备间之间增加观察窗。
1.2 空调系统改造
1.2.1 原车间时常出现温湿度超标现象。经调查,空调设备管路、盘管堵塞,并存在滴漏现象,空调箱面板锈蚀严重,夏季表面结露。综合考虑,将空调箱全部更换。
-02-设计需要遵循的规范
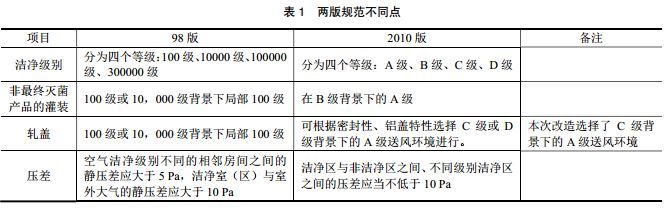
设计需符合《药品生产质量管理规范(2010 年修订)》、《洁净厂房设计规范》、《医药工业洁净厂房设计规范》、《建筑设计防火规范》。《药品生产质量管理规范(2010 年修订)》与98 版的《药品生产质量管理规范》对于无菌药品生产有着明显的不同,主要区别见表1。
-03-设计方案
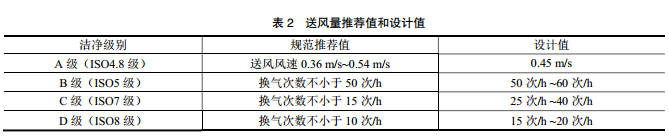
3.1 空调系统的基本形式采用全空气系统,由室外取新风经粗效过滤器与室内回风在空调箱内混合,经表冷器降温除湿,再经风机增压送入加热段再热、加湿段加湿,经过中效过滤器二级过滤送至端高效过滤器进行三级过滤。室内洁净度由粗、中、高效过滤器保证。温湿度由表冷器、加热盘管、加湿器控制。送风机提供必要的送风量,保证房间换气次数。调节送风机、送回风阀调节房间压差。
3.2 空调系统划分按照洁净级别设置空调箱。即每个级别对应独立的空调箱。并将净化空调与非净化空调分别设置。
3.3 过滤器的设置净化空调箱内粗效采用G4 袋式过滤器,中效采用F8袋式过滤器,末端高效采用A/B 区采用H14(过滤效率 99.995%@0.3μm),C/D 区采用H13(过滤效率99.99%@0.3μm)。非净化空调箱内粗效采用G4 袋式过滤器,中效采用F7 袋式过滤器。排风箱内采用F7 中效过滤器。
3.4 压差梯度设计按照GMP 要求,洁净区与非洁净区之间、不同级别洁净区之间的压差应当不低于10 Pa。进入洁净区的第一个房间设为净化保护区,压力为0 Pa~5Pa,第二个房间压力为15 Pa。相同级别房间压力依次递增,使非净化区至走廊形成由小到大的阶梯式压差梯度。灌装间和走廊之间的缓冲间采用下沉式压差梯度(非阶梯式),主要考虑到灌装区为核心区域,既要保证其压力最高,免受外部污染,也要保证灌装时产生的雾滴扩散至C、D 区,所以采用下沉式压差梯度。洁具间、灭菌间轧盖间采用相对负压,防止热湿、铝屑等颗粒扩散。
最后,校核系统、房间的风量:系统送风量=系统新风量+系统回风量=系统回风量+系统排风量;房间送风量=房间回风量+房间排风量。
3.6 负荷计算
3.6.1 冷负荷(1)采用不稳态法逐一计算每一个系统每一时刻的冷负荷,确定综合最大值。(2)根据系统风量计算每一个空调系统的制冷量。(3)校核:系统风量计算的制冷量应大于或等于不稳态法算的综合最大值。
3.6.2 热负荷(1)采用稳态法逐一计算每一个系统的热负荷。(2)根据系统风量计算每一个空调系统的制热量。(3)校核:系统风量计算的制热量应大于或等于稳态法计算的热负荷。
3.6.3 加湿量根据系统风量计算每一个空调系统的加湿量。3.7 材料选择洁净室空调系统的材料应具有耐腐蚀、使用寿命长、性能稳定、不产尘屑的特点。故风管采用热镀锌钢板制作,阀门采用碳钢喷塑,风口采用冷轧钢板喷塑,空调箱外壁采用彩钢板,内壁采用不锈钢。
-04-节能设计
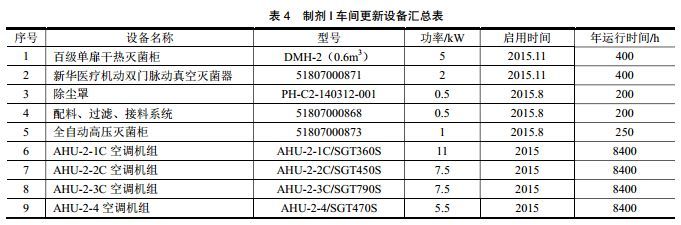
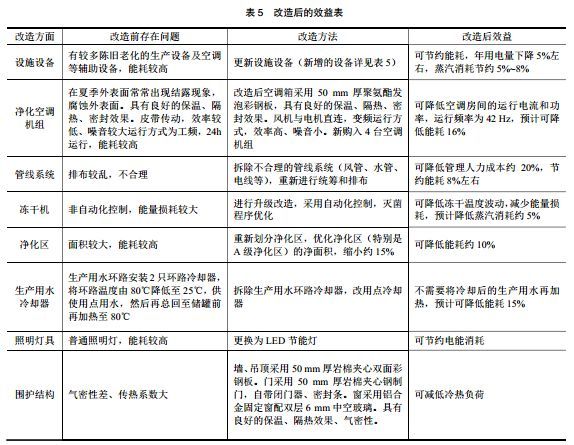
4.1 原车间因使用多年,存在房间气密性差、保温、隔热性不佳、空调设备结露、A 区面积过大等问题,造成能耗较大。改造后从以下几方面考虑节能,见表4、表5。
-05-消毒设计
本文来源于法迈制药
邵丽竹
何发
热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

AI+制药行业潜力巨大,产业链相关公司梳理(名单)
2026-04-29
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

解读2023版药品GMP指南中的检重仪精度要求
2026-05-08
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多