在线CIP清洗碱液精确配制方法研究
在生物制药行业,就地清洗(Clean In Place,CIP)工艺流程是产品整个生产过程中不可或缺的一部分,直接关系到药品质量的安全性、稳定性和一致性。清洗流程中的碱液清洗步骤作为CIP工艺流程中的关键一环,在有效去除产品与介质接触表面的污垢和微生物方面的作用是不可替代的[1],因此,碱液浓度的配制合格与否直接决定了碱液清洗和消毒的效果。
CIP清洗碱液配制存在的问题
CIP清洗碱液精确配制方法
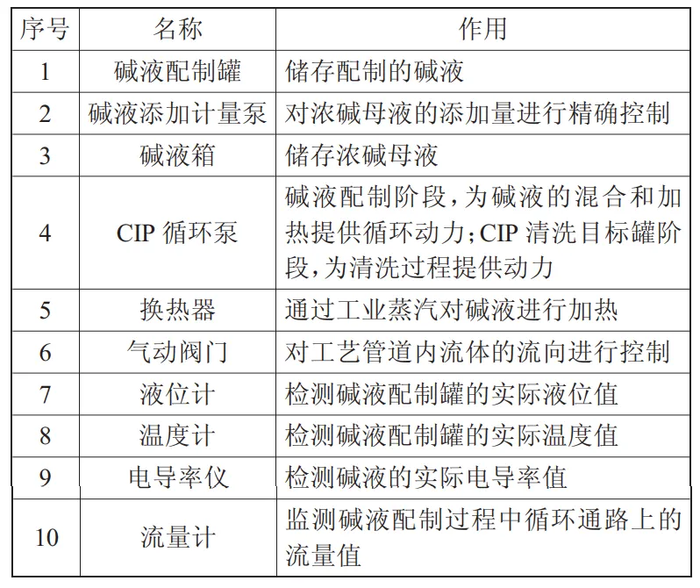
表1 CIP站碱液配制主要部件列表
碱液配制工艺流程P&ID图如图1所示。
 图1 碱液配制工艺流程P&ID图
图1 碱液配制工艺流程P&ID图
CIP碱液精确配制自动化控制设计
3.1 CIP碱液配制的参数设置
参数列表如表2所示。
表2 参数列表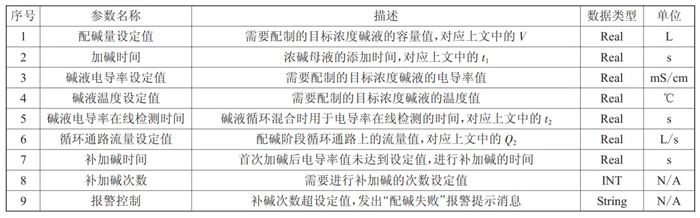

CIP碱液配制功能验证
4.1 验证方法
以CIP站作为本次碱液精确配制功能的验证平台,选择清洗目标中最远点的终端设备作为清洗目标,通过计算得出目标碱液配制量、浓碱母液添加时间和碱液循环检测时间,在控制系统中将上述参数输入自动化程序参数设定窗口,启动碱液配制程序,待配制程序正常完成后,对配制完成后的碱液进行取样检测[4]。
以上碱液配制过程重复三次,样本编号依次为1#、2#、3#。
4.2 可接受标准
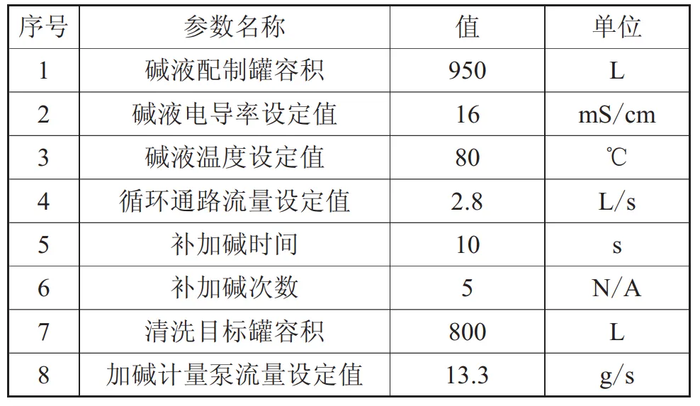
表3 固定参数列表
结束语
本文通过对生物制药企业CIP碱液配制的自动化控制流程进行创新性研究,提出了一种精确碱液配制的有效解决方法。通过验证评估,自动化碱液配制方法运行稳定,能够对目标工艺参数实现精确控制,同时在碱液配制用水量、浓碱母液用量、注射水冲洗用量和工业蒸汽用量方面也提供了稳定的需求量依据。
未来可进一步研究如何在达到清洗效果的同时实现最优清洗用水量的精确控制,从而实现最佳成本控制,形成一种最经济有效的在线CIP清洗方法。
参考文献:
[1] 梁世中.生物工程设备[M].北京:中国轻工业出版社,2013.
[2] 许龙.制药行业CIP清洗站的组成及设计要素[J].机电信息,2018(5):22-24.
[3] 李湘伟,刘尉.基于PLC控制的全自动在线清洗系统的设计[J].食品与机械,2015,31(6):120-123.
[4] 国家药品监督管理局食品药品审核查验中心.药品GMP指南 厂房设施与设备[M].2版.北京:中国医药科技出版社,2023.
撰稿人 | 吴尚霖 刘洋 蒋志强 陈向阳
责任编辑 | 邵丽竹
审核人 | 何发
邵丽竹
何发
热点文章
-

重磅,新版GCP发布,9月1日起施行!
2026-06-08
-

无菌药品生产环境监测性能确认的研究及应用
2026-05-07
-

中药提取自动投料系统(模式)设计与应用——以华润三九和华润江中投料系统为例
2026-05-20
-

2025年度中国医药工业主营业务收入前100位企业发布!哪家企业上榜?
2026-07-13
-

预灌封注射剂生产工艺管理要点概述
2026-05-12
-

CDMO龙头三星生物罢工!中国CDMO企业迎订单转移窗口期?
2026-05-12
-

论医药洁净区空间消毒 / 灭菌的常用方法
2026-06-26
-

基于CFD仿真技术的灌装机充氮装置设计优化
本文以某制药产线的灌装机设备为研究对象,采用计算流体动力学(CFD)仿真技术对充氮装置的充氮性能进行分析,并结合分析结果对氮幕结构进行了优化设计。随后,针对优化方案进行性能仿真验证,结果显示优化后的顶空残氧量降低至0.252%。为了进一步验证优化方案的实际效果,将优化方案应用于实际产线进行性能测试,测得的顶空残氧量为0.68%,这一结果满足了小于1%的要求,表明其充氮保护性能已达到国际先进水平。
作者:
-
药品密封性检测 :用户需求与优化
-
可控冻融系统在生物原液上的应用
-
人用疫苗生产数字化转型
-
药包材生产质量管理的进阶策略
-
药厂洁净区域风量和压差的控制策略





评论
加载更多