
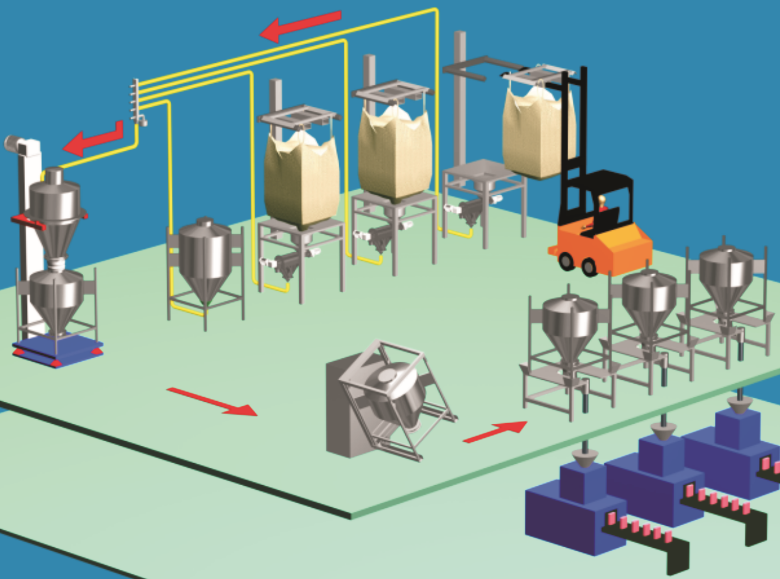
固体药片生产自动投料系统
AZO的客户主要是制药和食品领域固体药片生产商——为糖、维生素C、柠檬酸、酒石酸、碳酸氢钠等吨袋原料提供一个自动称重系统。在交验检查过程中对产品进行筛分。称重包括两个步骤:第一步是基本颗粒的生产,第二步是最终混合。由于房屋高度限制,物料水平流动的真空系统可帮助自动称重系统实现充分使用。

AZO解决方案
原料运输和吨袋卸货
所有吨袋均采用托盘运送至吨袋卸料站。吨袋束带钩在叉车横杆上,提升后放在一个拾取装置上。横杆拾取装置的高度可以通过压缩空气调整,因此吨袋可以放置在支撑工作台的最佳位置上。吨袋连接系统可以保证有效的卸料对接。为了支撑阻流式原料启动,支撑工作台配备一个弯曲装置。为排出残余物,采用压缩空气驱动的拾取装置抬升吨袋,该装置可以将袋口伸展开。更换吨袋时,操作人员会看到光信号。

带有筛分机的吨袋卸料站
安全筛分
安全筛分采用具有自动计量装置的旋转筛分机。散装物料通过产品入口进入计量螺杆,然后输送至筛分机,并通过筛分笼轻微旋动。细料通过筛子落入细料出口,粗粒产品转运至相应出口并排出。
真空称重系统
在可移动秤附近,每个吨袋站至多管路阀之间有一个输送线。此外,基本颗粒可通过另一条输送线从储料罐输送至多管路阀。具有机电称重装置的可移动秤安装在可垂直调节的立柱上,因此可以调整储料罐尺寸。批次罐放置在地秤上,以保证所有由可移动秤称重的原料均卸至批次罐。
混合储料罐
AZO混合储料罐可用于混合具有不同溶剂密度和粒度的均质自由流动散装物料。单独变速和混合时间保证即使产品特征不同,仍可实现较高的混合效率。混合储料罐不需要安装其他静态混合装置。

混合储料罐
压片机进料
在自由落体状态下进料时,储料罐拾取站安装在压片机上,圆形储料罐可以固定安装到位。排出阀打开时,开始卸料。为保证残渣可靠排出,储料罐拾取站配置有一个辅助振动装置。残渣排出时,储料罐转运至清洗系统,并作为一个新的批次罐再次使用。
控制系统
过程控制和可视化系统管理和组织原料、编制数据和生产订单。原料库存和生产数据为操作人员提供实时综合总产量简要信息。完整的进料过程均有记录,因此都有据可循。通过控制系统,保证了过程可靠性。
本文由安卓物料自动化系统(天津)有限公司提供。


![]()
2001-2009Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


加载更多