
中药前处理粉碎的智能、绿色生产技术
由于中药前处理粉碎工序受重视程度不够——其生产系统自动化程度一直低于其他制剂工序。投料的差错控制、生产数据的记录管理等都是由人工来完成。这种传统的中药前处理粉碎生产模式是要被淘汰的,现代化的中药生产向着智能化、绿色生产的方向发展,国家更加注重环保生产。本文将介绍一种新的生产技术,使中药前处理粉碎生产达到智能、绿色。
文/ 李佳升
提到中药前处理粉碎,大家立刻会想到如下情形:a)生产环境差。到处都是粉碎后的物料细粉,虽然系统中有占地面积很大的除尘系统,但仍然会有很多细粉排到大气中,既要面对环保压力,又浪费了原料。b)用人多。粉碎系统需要人工投料;粉碎后,需要人工收料;收料后还要人工周转到总混;总混后还要进行人工称量,最后才能转到下游工厂。c)设备占地面积大。中药前处理粉碎多数都是平层生产,而需要粉碎的量又很大,只能多购买设备,多投入厂房使用面积。d)自动化程度低,管理难度大。
由于中药前处理粉碎工序被重视程度不够,其生产系统自动化程度一直低于其他制剂工序。投料的差错控制、生产数据的记录管理等都是由人工来完成。这种传统的中药前处理粉碎生产模式是要被淘汰的,现代化的中药生产向着智能化、绿色生产的方向发展,国家更加注重环保生产。为了提高企业的市场竞争力,必须采用新的技术提高现有工艺水平、降低劳动强度、提高产品利用率和产品质量,最终达到提质增效的作用。本文将介绍一种新的生产技术,使中药前处理粉碎生产达到智能、绿色,符合中国制造2025的要求,为中药制剂的腾飞发展贡献力量。
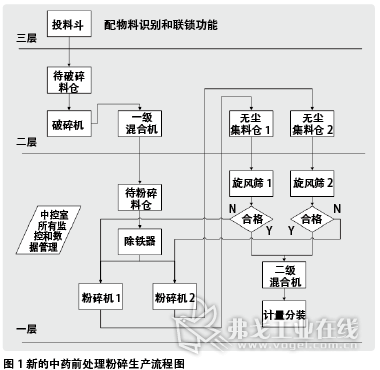
新的中药前处理粉碎生产过程说明:
操作人员预先将中药原料分份,并从投料斗投入。投料斗配置除尘风口,防止投料时粉尘飞扬。投料斗与中控室通信,显示锁止、运行、投料等状态。
物料通过穿楼管道进入待破碎存储料仓,可以暂存粗破碎原料。
物料从待破碎料仓通过振动喂料器将物料均匀稳定喂料到破碎机内,破碎机将物料破碎成1~10 mm颗粒。
破碎后的物料通过真空输送的方式进入一级混合机内。
一级混合完成后,根据下一工序指令放料到二级粉碎系统。粗破碎后的物料通过穿楼管道进入待粉碎存储料仓。
物料经过二级粉碎机粉碎后通过真空输送的方式,穿过楼板进入到无尘集料仓内。无尘集料仓配置精密过滤器,且配置二级除尘装置,彻底将气体和粉料分离,保证物料收率,避免损耗。
物料经过无尘集料仓收集后,均匀稳定喂料到旋风筛内进行筛分。合格物料进入总混合出料系统,不合格的物料重新回到粉碎机进行粉碎,直到合格为止。
二级粉碎前配置强磁除铁器,有效防止金属类杂物进入粉碎机,保证粉碎质量,保护筛分机筛网。
总混合机出料时,配置除尘系统,防止粉尘飞扬。物料经过除尘装置后,重新返回到混合机,避免物料损耗。

中控主机采用SIEMENS PCs,WINCC组态系统,动态显示各粉碎单元运行情况。选用具有良好开放性的系统构架和拓扑结构,易于扩充、升级。
这种新的生产技术的主要特点:a)无尘化生产,原料利用率提高(从实践生产数据总结,去除水分损失外,物料收率较传统模式提高2%~4%),原料品质得到保证,空气排放达到环保标准,生产运营成本降低。b)自动、智能化生产。除了投料工位、总混后收料工位有人参与外,其他工位均为自动化生产,既减少了噪音对操作人员的伤害,又减少了用工人数,企业运行成本大大降低。全过程温度、电流检测,保证产品质量。c)立体式布局更加合理,系统整体有效占地面积大大减小。d)管理变得更加简单。管理人员只需坐在中控室进行操作和数据收集管理。系统具有配方功能,粉碎不同物料时,生产参数一键调用,无需重复设置。管理效率大大提高,管理成本降低。e)高稳定性,高可靠性,生产效率高。粉碎机具有专业的动平衡检测,消除基频振动,合理的风量平衡设计,系统长期稳定运行,生产效率大大提高。f)安全性高。粉碎机门安装不到位不能开机,系统能源不满足要求,报警提示,控制系统具有安全保护功能,避免人员损伤、设备损坏。
综上,新的中药前处理粉碎生产技术将工艺与设备有效结合,改变了传统的生产理念,通过提升中药装备制造和系统设计水平,达到智能生产、绿色节能的目标。有效解决了目前生产过程中的许多问题:比如粉碎人员配置过多问题和劳动强度大的问题;设备占地面积过大和工序环节分散的问题;粉碎效率过低能耗高的问题;粉碎过程的粉尘飞扬、职业健康和环保问题,提升了收率;粉碎温度过高造成的成分挥发问题;机轴密封漏油污染的问题;群组物料粉时,难碎物料(粘、软、纤维、油性)在粉碎过程中的拖尾和残留问题;粉碎机震动过大,只能安装在一楼的局限问题;综合运行成本过高的问题等。●


![]()
2001-2009Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


加载更多